Heat sealable BOPP film is suitable for many biscuit, cookie, cracker, wafer, snack bar, and dry bakery flow-wrap packs when the package needs high clarity, good stiffness, moisture protection, clean printing, and reliable sealing on an HFFS line. The correct grade must match the product, seal contamination level, line speed, fin-seal design, jaw conditions, required shelf life, and roll specification.
For dry products with clean seal areas and moderate barrier requirements, a mono-web grade can be a simple and efficient solution. Cream-filled biscuits, fatty products, long shelf-life packs, or lines with heavy crumb contamination may need a BOPP/CPP laminate, metallized structure, coated barrier film, or another validated sealant layer. Buyers should evaluate the complete pack rather than selecting film by thickness or price alone.
CloudFilm supplies heat sealable BOPP film for flexible packaging in custom thicknesses, widths, seal arrangements, and roll formats for international packaging converters, bakeries, film distributors, and food manufacturers.

Quick Answer: When Is Heat Sealable BOPP the Right Choice?
Choose heat sealable BOPP as a starting option when the bakery product is dry, relatively light, not sharp, and mainly needs moisture protection, shelf presentation, and high-speed flow-wrap performance. It is particularly useful for biscuits, cookies, crackers, wafer products, cereal bars, confectionery-style bakery items, and multipacks.
Use caution when the product has high fat content, a strong aroma, sharp edges, significant oxygen sensitivity, a long shelf-life target, or a seal area that is regularly contaminated by crumbs, sugar, oil, or filling. In these cases, a laminate or a different sealing layer may provide a wider operating window or stronger package integrity.
The film should not be approved only because it forms a seal in a bench test. It must also unwind smoothly, track correctly, maintain print registration, release from heated jaws, form stable fin and end seals, and protect the product through storage and distribution.
Which Bakery Products Can Use This Film?
Dry biscuits and crackers
Plain biscuits, water crackers, savoury crackers, and other low-moisture products are common candidates. A clear mono-web structure may be enough when the required shelf life is moderate and the sealing area stays clean. The film provides a crisp package shape and useful resistance to water-vapour transmission.
Cookies and shortbread
Cookies often contain more fat than plain crackers. Moisture protection remains important, but oxygen and aroma protection may become more significant. A direct-seal BOPP grade can work for short distribution periods, while longer shelf-life products may need metallization, coating, or lamination.
Cream biscuits and sandwich cookies
Cream fillings can increase sensitivity to oxygen, aroma loss, and seal contamination. A BOPP/CPP structure or a barrier laminate is often a safer starting point when the pack must maintain flavour and seal strength over a longer period.
Wafers and wafer bars
Wafers are highly sensitive to moisture uptake and physical damage. The film must provide strong moisture protection, low pinholing risk, suitable stiffness, and controlled handling. Individual flow wraps may use a sealable BOPP grade, but multipacks and premium products often use a laminate or metallized layer.
Bread, buns, and soft bakery products
Soft bread and buns have different moisture and gas-management needs from biscuits. Standard clear BOPP may be too stiff, may not provide the required gas transmission, and may not support the desired softness or anti-fog performance. PE-based bread films, perforated structures, anti-fog grades, or other purpose-designed films may be more appropriate.
Cakes, pastries, and products with toppings
Cakes and pastries may release moisture, oil, or crumbs, and some have delicate toppings. Product protection, tray use, headspace, seal contamination, and oxygen barrier must be considered. A simple mono-web BOPP structure should be used only after a complete pack trial.
For a broader comparison of bags, trays, film structures, and bakery product requirements, see the Bakery Food Packaging Guide.
Why BOPP Works Well on Bakery Flow-Wrap Lines
Stiffness and shape retention
Biaxial orientation gives the film stiffness and dimensional stability. This helps the web feed through forming components and gives pillow packs a crisp shelf appearance. High stiffness is useful for small and medium dry products, but excessive stiffness may be less suitable for irregular or soft products.
Clarity, gloss, and print presentation
Clear grades provide product visibility and a glossy retail appearance. Treated surfaces can support gravure or flexographic printing when the ink system, dyne level, and treatment retention are correctly matched. Printed outer webs can also be laminated to a sealant film when reverse-print protection is required.
Moisture resistance
Biscuits and wafers can lose crispness when they absorb moisture. BOPP offers useful moisture resistance, but the final shelf life depends on thickness, grade, seals, pinholes, package size, storage humidity, and the complete structure. Moisture barrier should be validated with the finished package.
Machinability
Suitable grades provide controlled coefficient of friction, anti-static behaviour, stable slip, and consistent roll formation. These properties help maintain web tracking, print registration, cutting position, and pack discharge on high-speed lines.
Heat sealing
A lower-melting surface layer enables the film to seal before the oriented core is damaged by excessive heat. The best operating grade is the one that provides a usable seal window, adequate hot tack, clean jaw release, and low distortion at the required line speed.
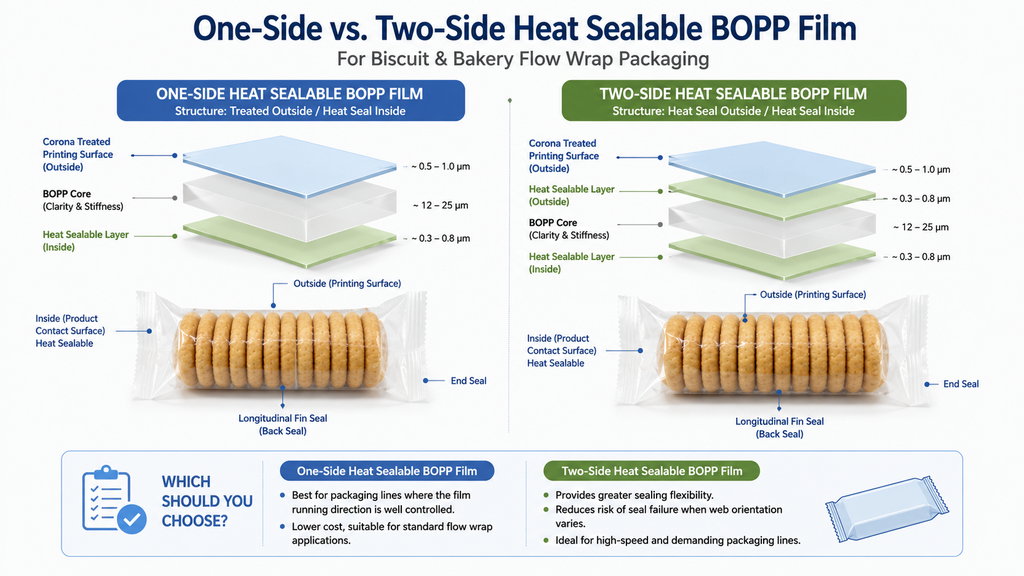
One-Side or Two-Side Heat Sealable BOPP?
The correct surface arrangement depends on the fin seal, printing method, web path, and package design.
| Selection Item | One-Side Heat Sealable Grade | Two-Side Heat Sealable Grade |
| Main use | Controlled structures with one dedicated inside seal surface | Packs where either surface may participate in sealing |
| Printing or lamination | Opposite side can be treated for printing or bonding | One side may be treated while both sides remain sealable |
| Fin seal suitability | Suitable when sealant-to-sealant contact is maintained | More flexible for some lap seals, overwraps, and complex contact patterns |
| Main advantage | Clear separation between print/bond side and seal side | Greater tolerance to web orientation and seal-contact changes |
| Main risk | Wrong winding direction can place the seal surface outside | Two sides may still have different COF, treatment, or seal behaviour |
| Buyer must confirm | Seal side, treated side, winding direction, inside/outside | Function of each side, treatment level, COF, and seal curve |
Do not describe a roll only as “one-side” or “two-side” sealable. The purchase specification should state which surface is treated, which surface faces the product, whether the treated side is wound inside or outside, and how the roll will enter the packaging machine.
Technical Properties to Specify
A reliable specification should connect each film value to a real production requirement.
| Property | Why It Matters on a Bakery Line | What the Buyer Should Request |
| Seal initiation temperature | Indicates where useful sealing begins under a stated test method | SIT, test method, pressure, dwell time, and minimum accepted seal strength |
| Operating seal window | Determines tolerance to speed and temperature variation | Seal-strength curve and upper distortion or shrinkage limit |
| Hot tack | Holds the seal while it is still hot and before full cooling | Hot-tack curve or test result at relevant line conditions |
| Final seal strength | Supports distribution and package integrity | Test conditions, peel direction, sample width, and target range |
| COF and hot slip | Controls feeding, forming, registration, and jaw release | Static/dynamic COF, tested side, film-to-film or film-to-metal method |
| Anti-static performance | Reduces dust and crumb attraction and unstable web behaviour | Grade description and performance after printing or storage |
| Thickness and tolerance | Affects stiffness, yield, heat transfer, roll length, and cost | Nominal thickness, tolerance, unit weight, and yield |
| Heat shrinkage | Excessive shrink can wrinkle seals and distort graphics | MD/TD shrinkage under the supplier’s stated test conditions |
| Surface treatment | Supports printing, coating, coding, or lamination | Treated side, dyne level, treatment retention, and test method |
| WVTR and barrier | Influences crispness and shelf life | Test standard, temperature, humidity, and value for the exact grade |
| Optical properties | Affects product visibility and brand appearance | Haze, gloss, clarity, and approved visual sample |
| Roll quality | Controls production stability and downtime | Width, diameter, core, winding tension, splices, edge and telescoping limits |
Seal initiation temperature and machine setting
SIT is a laboratory threshold, not a universal production temperature. A practical machine starting range for many standard heat sealable BOPP grades may be around 110-140°C, but low-SIT specialist grades can begin sealing at lower temperatures. The actual jaw setting depends on grade, jaw design, dwell time, pressure, speed, product temperature, and the accuracy of the heating system.
Use the Heat Sealable BOPP Film Seal Temperature Guide to build a controlled trial rather than changing temperature without recording the other variables.
Hot tack and pack weight
The end seal may be loaded immediately after the jaws open. Hot tack becomes more important as pack weight, line speed, or product drop increases. A cooled seal may pass a tensile test while the hot seal still opens on the line.
COF and hot slip
The correct friction level supports controlled movement. COF that is too high can cause drag, poor registration, and wrinkles. COF that is too low can cause uncontrolled sliding, unstable pack spacing, and stacking problems. Printing, varnish, ageing, and temperature may change the effective behaviour.
Thickness
Common packaging grades are available across a broad thickness range, but the best gauge depends on pack size, stiffness target, line tension, roll length, and the specific film design. A thinner low-SIT grade may outperform a thicker standard film. For a structured gauge review, consult the BOPP Film Thickness Guide For Packaging Buyers.
Mono-Web BOPP or BOPP/CPP Laminate?
A mono-web structure uses one heat sealable BOPP film as the complete package web. A BOPP/CPP structure uses BOPP as the print and stiffness layer and CPP as the inner sealant layer, joined by an adhesive or extrusion-lamination process.
| Decision Factor | Mono-Web Heat Sealable BOPP | BOPP/CPP Laminate |
| Structure complexity | Lower; one functional film | Higher; two films plus lamination process |
| Stiffness | Usually higher at comparable total gauge | More flexible because of the CPP inner web |
| Printing | Surface printing or specially designed printing surface | Reverse printing can be protected inside the laminate |
| Heat sealing | Grade dependent; suitable grades can have broad seal and good hot tack | CPP generally provides flexible sealing and strong hot tack options |
| Contamination tolerance | Depends strongly on sealant design and machine control | Can be better with a suitable CPP grade, but still requires testing |
| Barrier | Standard clear film mainly supports moisture protection | Standard clear BOPP/CPP is not automatically high oxygen barrier |
| Puncture and abuse | More limited for sharp or heavy products | Often improved by greater total gauge and flexible inner layer |
| Conversion cost | Fewer processing steps | Additional adhesive, curing, slitting, and quality-control steps |
| Best starting use | Light dry products with clean seals and moderate shelf life | Products needing protected printing, stronger seals, or more robust handling |
For a deeper material comparison, review BOPP vs CPP: A Comprehensive Guide to Understanding the Differences. Buyers evaluating a laminate can also review clear CPP film as a dedicated sealing layer.
When a mono-web structure is a practical choice
Use it as a starting point for plain biscuits, crackers, dry confectionery-style bakery items, short or moderate distribution periods, and high-clarity packs. The sealing area should be reasonably clean, and the product should not require high oxygen or light barrier.
When a laminate is safer
Consider a laminate for cream biscuits, oily cookies, sharp wafer edges, heavier multipacks, reverse printing, longer shelf life, strong aroma retention, frequent crumb contamination, or difficult high-speed sealing conditions.
When a barrier structure is required
Metallized BOPP, coated BOPP, high-barrier PP solutions, or multilayer laminates may be required when oxidation, flavour loss, or light exposure controls shelf life. The barrier layer must be validated under the target storage and distribution conditions.
Product-by-Product Starting Recommendations
The following table provides starting points, not final approvals.
| Product | Packaging Priority | Suggested Starting Structure | Main Trial Focus |
| Plain dry biscuits | Moisture protection, clarity, stiffness | Clear mono-web heat sealable BOPP | Seal window, pack shape, WVTR, end-seal integrity |
| Crackers | Moisture barrier, sharp-edge tolerance | Mono-web grade or BOPP/CPP depending on edge damage | Puncture, pinholes, corner leaks, shelf life |
| High-fat cookies | Aroma and oxidation control | BOPP/CPP or barrier laminate | OTR, aroma retention, seal integrity, grease interaction |
| Cream biscuits | Barrier, hot tack, protected printing | BOPP/CPP or metallized/barrier structure | Seal contamination, hot tack, oxygen/light barrier |
| Wafers | Moisture barrier and physical protection | Low-SIT BOPP or laminate; barrier if long shelf life | Cracking, pinholes, moisture uptake, pack compression |
| Individually wrapped bakery bars | Fast sealing, neat appearance | Low-SIT broad-window heat sealable BOPP | Hot tack, jaw release, registration, maximum speed |
| Biscuit multipacks | Strong seals and pack handling | Two-side sealable BOPP or laminate | Lap/fin seal contact, pack weight, drop and compression tests |
| Soft bread or buns | Moisture/gas balance and softness | Usually purpose-designed PE-based or perforated film | Condensation, gas transmission, softness, shelf-life behaviour |
A regional buyer or distributor that needs a wider biscuit-material overview may also use the Biscuit Packaging Films, Pouches And Supplier Guide as a complementary reference.

Match the Film to the HFFS Machine
Fin seal or lap seal
A fin seal normally brings the inside seal surfaces together. A lap seal may require the inside seal layer to bond to the outside surface. Confirm whether the selected grade is designed for the exact contact pattern. Do not assume a film will form a reliable lap seal because it is described as two-side sealable.
Rotary or reciprocating jaws
Rotary jaws provide short repeated contact, making low SIT and hot tack important at high speed. Reciprocating jaws may offer longer dwell but can expose the film to more heat. The seal window and shrinkage behaviour should be tested with the actual jaw type.
Line speed and dwell time
As line speed increases, effective heat-contact time often decreases. The film must develop sufficient seal strength within the available dwell time and release cleanly from the jaw. Buyers should state both normal and maximum production speeds.
Forming box and web tension
Film stiffness, thickness, COF, and roll tension affect how the web folds around the product. Poor balance can cause tracking problems, diagonal wrinkles, unstable fin seals, or product misalignment.
Eye-mark and print registration
Printed film must maintain dimensional stability as it moves through tension zones and heated components. Confirm repeat length, eye-mark dimensions, sensor contrast, cutting tolerance, and acceptable registration drift.
Coding and perforation
Date coding, laser marking, vent holes, tear tape, and easy-open features can change the film specification. Confirm whether coding occurs on a treated, printed, coated, or sealable surface.
The Flow Packaging Film Supplier Guide For Food Packaging Lines provides a broader checklist for roll-stock and machine matching. For custom roll dimensions and winding, see packaging film roll.
Recommended Roll Specification
The film chemistry can be correct while the roll format is wrong. The purchase order should include:
- Exact web width and tolerance
- Nominal thickness and tolerance
- Maximum roll diameter or exact roll length
- Core inner diameter, core material, and core length
- Maximum roll weight accepted by the unwind
- Seal side and treated side identification
- Winding direction and printed repeat orientation
- Inside or outside print/seal surface
- Maximum number and location of splices
- Splice colour, tape type, and tail length
- Roll hardness and winding-tension requirements
- Edge quality, telescoping, dish, and blocking limits
- Pallet size, roll orientation, protective wrapping, and labels
- Batch number and traceability requirements
A printed bakery structure may use BOPP printing film as an outer web when reverse printing and lamination are required. Broader food-packaging structures are available through the food packaging film range.
Common Problems and Troubleshooting
The correct troubleshooting sequence is: identify the visible symptom, list likely causes, measure the process, apply controlled corrections, and decide whether the film grade or structure must change.
| Problem | Possible Causes | How to Check | Corrective Actions | When to Change Film or Structure |
| Weak end seals | Low temperature, short dwell, low pressure, wrong seal side, worn jaws | Record actual jaw temperature, pressure balance, speed, and seal-side orientation | Increase energy in controlled steps, clean and align jaws, confirm winding direction | Change grade if the line cannot reach adequate strength without shrinkage or sticking |
| Seal opens while hot | Insufficient hot tack, immediate pack load, high speed | Compare cooled seal strength with on-line opening behaviour | Reduce speed for trial, improve cooling/support, test broader hot-tack grade | Select low-SIT or stronger hot-tack film if production speed cannot be maintained |
| Crumbs in seal | Product timing, excessive crumbs, narrow sealant tolerance | Photograph failed seals and inspect contamination type and location | Improve product control, brushes or stripping, widen seal area, adjust jaw profile | Test CPP or a more contamination-tolerant sealant when clean sealing cannot be achieved |
| Film sticks to jaws | Excessive heat, poor hot slip, damaged jaw coating, residue | Inspect jaw surface, temperature uniformity, and release at different settings | Lower temperature, clean or repair jaws, adjust pressure/dwell | Change to a grade with better jaw release or wider upper seal limit |
| Wrinkled or distorted seals | Excessive shrink, uneven tension, overheating, jaw misalignment | Measure MD/TD shrinkage and inspect web tension and jaw parallelism | Reduce heat, balance tension, align jaws, improve cooling | Use lower-shrink or wider-window grade if settings remain unstable |
| Poor registration or tracking | Incorrect COF, unstable tension, poor roll formation, static | Check COF, roll edge, unwind brake, guides, and static | Correct web path, tension, anti-static control, and roll quality | Select a controlled-slip grade if the current surface behaviour is unsuitable |
| Loose package appearance | Film too soft, low tension, product-size variation | Measure pack and product dimensions and compare tension settings | Adjust forming and tension, improve product spacing | Use a stiffer grade or different thickness when shape retention is insufficient |
| Pinholes or corner leaks | Sharp edges, product damage, low puncture tolerance | Use dye leak, visual inspection, and distribution simulation | Improve product alignment, add protection, increase structure robustness | Move to a laminate or tougher layer if product edges repeatedly damage the film |
Do not correct several variables at once. Record one controlled change per test so that the true cause remains visible.

Laboratory and Machine Trial Procedure
| Step | Test Action | Acceptance Question |
| 1 | Verify sample grade, lot, thickness, treated side, and sealing side | Is the tested sample identical to the proposed supply specification? |
| 2 | Condition samples in the production environment | Have temperature and humidity differences been controlled? |
| 3 | Build a bench seal curve at fixed pressure and dwell | Where does usable sealing begin, plateau, and become distorted? |
| 4 | Test hot tack and cooled seal strength | Can the seal carry real product load at the intended speed? |
| 5 | Run empty packs at low, normal, and maximum speed | Does the web track, register, release, and cut correctly? |
| 6 | Run filled packs with normal crumb conditions | Are fin seals, end seals, corners, and contaminated zones reliable? |
| 7 | Check leakage, compression, drop, and transport performance | Does the finished pack remain intact through expected handling? |
| 8 | Conduct shelf-life comparison | Does the product retain crispness, flavour, appearance, and seal integrity? |
| 9 | Record waste, downtime, and operator adjustments | Is the structure stable enough for routine production? |
| 10 | Freeze the approved technical and roll specification | Can future lots be checked against a controlled reference? |

Information to Send a Film Manufacturer or Supplier
A complete technical inquiry should include:
- Bakery product type and ingredients that affect packaging
- Product dimensions, weight, shape, and edge sharpness
- Required shelf life and storage conditions
- Current film structure, thickness, and supplier grade
- Current problems and photos of failed packs
- HFFS machine brand or general machine type
- Rotary or reciprocating jaw system
- Normal and maximum packs per minute
- Fin-seal or lap-seal configuration
- Jaw temperature, pressure, and dwell time
- Pack width, repeat length, and finished dimensions
- Required one-side or two-side sealing
- Printing method, ink, varnish, and lamination process
- Target WVTR, OTR, opacity, or metallized appearance
- Roll width, diameter, length, core, winding, and splice rules
- Food-contact and destination-market documentation
- Trial quantity, monthly demand, destination port, and trade term
If the buyer is still defining the basic grade, the Heat Sealable BOPP Film Buyer’s Guide provides a wider selection framework.
How to Evaluate a Bakery Flow-Wrap Film Supplier
Application-specific recommendation
A supplier should ask about product, shelf life, line speed, seal geometry, current problems, and roll format before recommending a grade. A quotation based only on thickness and width is not enough for a high-speed packaging project.
Technical documentation
Request a technical data sheet, side identification, typical seal data, food-contact declaration, and the compliance files required for the destination market. Test methods and conditions should be clearly stated.
Slitting and winding control
High-speed HFFS lines require accurate width, clean edges, stable tension, controlled hardness, and limited telescoping. Ask how the supplier checks each roll and manages splices.
Sample and trial support
A4 sheets are useful for initial appearance and bench sealing, but they cannot prove unwind, tracking, registration, static, and full-speed performance. A trial roll should use the final width, core, winding direction, and surface orientation.
Change control and traceability
The approved structure should be linked to a grade code, lot number, test records, and retained sample. The supplier should notify the buyer before changing resin, coating, sealant design, slip package, thickness, or production location when those changes may affect performance.
Export capability
International buyers should confirm lead time, pallet dimensions, moisture protection, shipping labels, trade term, documentation, and claims procedure. CloudFilm’s flexible packaging film manufacturer profile explains its international supply and project-support approach.
Frequently Asked Questions
1. Is heat sealable BOPP suitable for all bakery products?
No. It is a strong starting option for many dry biscuits, cookies, crackers, wafers, and bars. Soft bread, moist cakes, oily products, or long shelf-life items may need another film or a laminate.
2. Can mono-web BOPP replace BOPP/CPP?
Sometimes. It can simplify the structure for light dry products with clean seals and moderate barrier needs. The replacement must pass hot-tack, line-speed, leakage, shelf-life, and distribution tests.
3. What thickness is commonly used?
There is no universal thickness. Many commercial grades fall within a broad packaging range, but the final gauge depends on pack size, stiffness, grade design, roll length, machine tension, and strength requirements.
4. What is the normal sealing temperature?
Many standard grades may be trialled within a general machine range around 110-140°C, while low-SIT grades may run lower. Use the exact supplier grade and a controlled seal curve rather than one fixed temperature.
5. Why does the seal pass in the laboratory but open on the line?
The machine may have shorter dwell, uneven pressure, temperature loss, crumb contamination, incorrect film orientation, or immediate loading before the seal cools. Hot tack is often the missing measurement.
6. Is two-side sealable film always better?
No. It provides more sealing flexibility, but one-side film can be more precise when the print and seal surfaces have clearly separated functions. The correct choice depends on seal geometry and web orientation.
7. Does clear BOPP provide enough barrier for biscuits?
It provides useful moisture protection for many dry products. High-fat, aroma-sensitive, light-sensitive, or long shelf-life products may need metallization, coating, or a laminate with validated oxygen and light barrier.
8. Can the film be printed directly?
Yes, when the intended surface is treated and compatible with the ink and varnish system. Confirm dyne level, treatment retention, ink adhesion, heat resistance, and whether printing will contact the sealing jaws.
9. What causes film to stick to the sealing jaws?
Common causes include excessive temperature, long dwell, poor hot slip, damaged jaw coating, ink or product residue, and a film grade with a narrow upper operating limit.
10.How do crumbs affect sealing?
Crumbs create channels and prevent full seal-layer contact. Improve product control and jaw design first. When contamination cannot be eliminated, test a wider-window or more contamination-tolerant sealant structure.
11.Are A4 samples sufficient for approval?
No. They help with appearance, side identification, printing, lamination, and bench sealing. A trial roll is needed to verify tracking, registration, static, roll quality, and performance at production speed.
12.Should cost be compared per kilogram or per square metre?
Both are useful, but the package cost should be compared per square metre or per thousand packs. Density, thickness, waste, speed, downtime, and rejected packs can change the real cost.
13. Can BOPP/CPP be considered a mono-material PP structure?
Both main films are polypropylene, which may support a PP-focused design. However, recyclability depends on adhesives, inks, coatings, labels, local collection, and the target market’s design guidelines.
14.What documents should an international buyer request?
Request the TDS, food-contact declaration, applicable migration or regulatory files, lot traceability, quality certificate if agreed, packing list, invoice, origin documents, and other destination-specific export documents.
15. What information is most important for an accurate quotation?
Provide the exact width, thickness, annual volume, roll format, product, machine speed, seal arrangement, printing or lamination requirements, destination port, and required compliance documents.
Request a Bakery Flow-Wrap Film Recommendation
CloudFilm supports biscuit manufacturers, bakery brands, packaging converters, and film distributors with clear, white, pearlized, metallized, and heat sealable BOPP options, as well as CPP and finished roll-stock structures.
Send your product details, current film, pack dimensions, HFFS speed, sealing conditions, roll specification, shelf-life target, and photos of any weak seals, wrinkles, tracking problems, or crumb contamination. The technical team can recommend a suitable starting grade, prepare sample sheets or a trial roll, and provide a quotation for evaluation.