MDO PE is suitable as a stiff, printable outer web for many detergent refill pouches, but it must be paired with a chemically compatible PE sealant and validated as a complete filled package. For standard laundry liquid, dishwashing liquid, fabric softener, hand soap and many household cleaner refills, the first structure to evaluate is usually MDO PE//tough PE, with a PE spout when reclosure is required. More aggressive concentrates, oxidizing products, solvent-rich cleaners, hot filling, large 2–3 litre packs and e-commerce distribution require additional testing or a different laminate.
The practical advantage is not that one film solves every requirement. The outer MDO PE web contributes stiffness, printing stability and shelf appearance, while the inner PE web controls most of the seal, hot-tack, chemical-contact and impact performance. Buyers should review the available MDO PE film together with the sealant film, spout, adhesive, ink and pouch geometry rather than approving the outer film alone.

Is MDO PE Suitable for Detergent Refill Pouches?
What MDO PE contributes
Machine-direction orientation raises the stiffness and dimensional control of polyethylene, helping a PE-based print web perform more like a conventional stiff outer layer. This is useful for gravure or flexographic printing, adhesive lamination, pouch making and shelf presentation. It can also support a package design that keeps the main film layers within the PE family. For a wider explanation of orientation, grades and purchasing parameters, refer to the MDO PE Film Guide.
What the PE sealant contributes
The inner PE film is the product-contact and sealing layer. Its resin blend, thickness, coefficient of friction and sealant design determine seal initiation, hot tack, final seal strength, resistance to flexing and much of the drop performance. A pouch can have an excellent MDO PE outer web and still fail if the inner film cracks at a gusset, seals poorly through minor product contamination or is not compatible with the detergent formula.
Why the complete package matters
The adhesive, ink, spout flange, cap, zipper, laser score and barrier layer can all change performance and recycling compatibility. The detergent category also covers very different chemistries, from mild hand soap to concentrated alkaline cleaners. The Daily Chemical Packaging Guide is useful for comparing broader home-care formats, but the final refill pouch must be tested with the actual product and intended distribution route.
Key Performance Requirements for a Detergent Refill Pouch
Chemical compatibility and environmental stress-cracking resistance
Polyethylene is resistant to many household liquids, but “PE compatible” is not a sufficient approval criterion. Surfactants, fragrances, oils, solvents, oxidizers and high-pH concentrates can cause swelling, softening, odor transfer, loss of bond strength or environmental stress cracking when the package is under strain. Folds, bottom gussets, punched handles and the area beside a spout flange are common high-stress locations. Compatibility testing should use the real formulation, not only water or a generic substitute.
A usable seal window and strong hot tack
Refill lines need a sealant that forms a reliable seal across normal variation in temperature, pressure, dwell time and film thickness. Hot tack matters because the filled pouch may load the seal before it has fully cooled. The converter should build seal curves, not approve one temperature point. Testing should include clean seals and, where relevant, minor contamination from detergent near the sealing area.
Drop, burst and flex durability
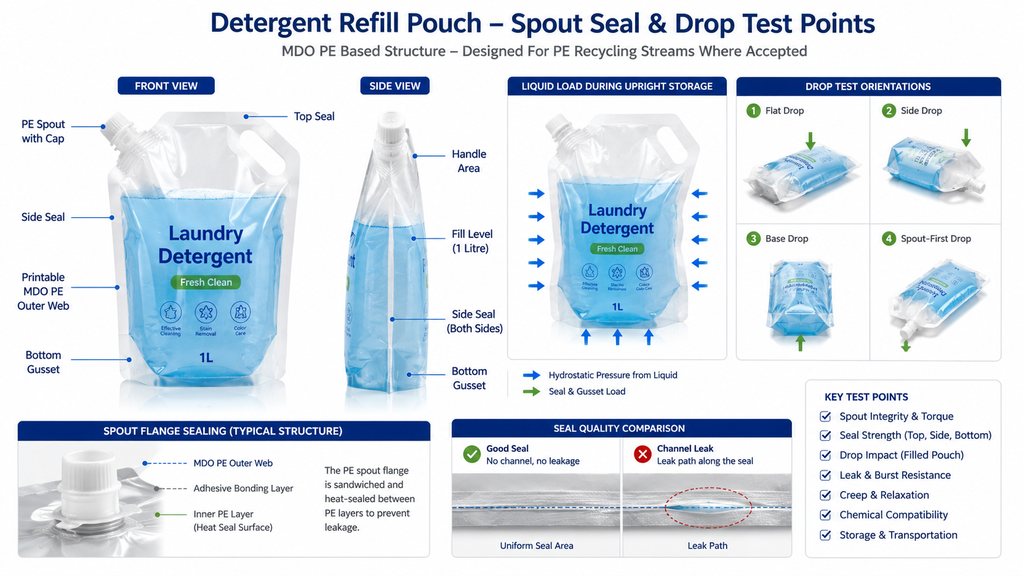
Liquid weight generates hydraulic shock during a drop. Larger pouches also create higher stress at the bottom gusset, side seals and spout. A structure that passes an empty-pouch test may fail when filled, capped and conditioned. Evaluate actual fill volume, headspace, pouch geometry, carton configuration and drop orientation. E-commerce distribution may need a more demanding protocol than retail pallet delivery.
Spout and fitment integrity
For a PE-based structure, a compatible PE spout and cap are usually the first options to evaluate. The flange shape, surface condition, seal-jaw profile, preheating, seal temperature, pressure and dwell time all affect the joint. Cap torque, tamper evidence, opening force and residual product in the pouch also matter. Buyers considering a reclosable format can compare available spout pouches and review the Spout Pouch Packaging Guide before fixing the fitment design.
Barrier, fragrance retention and weight loss
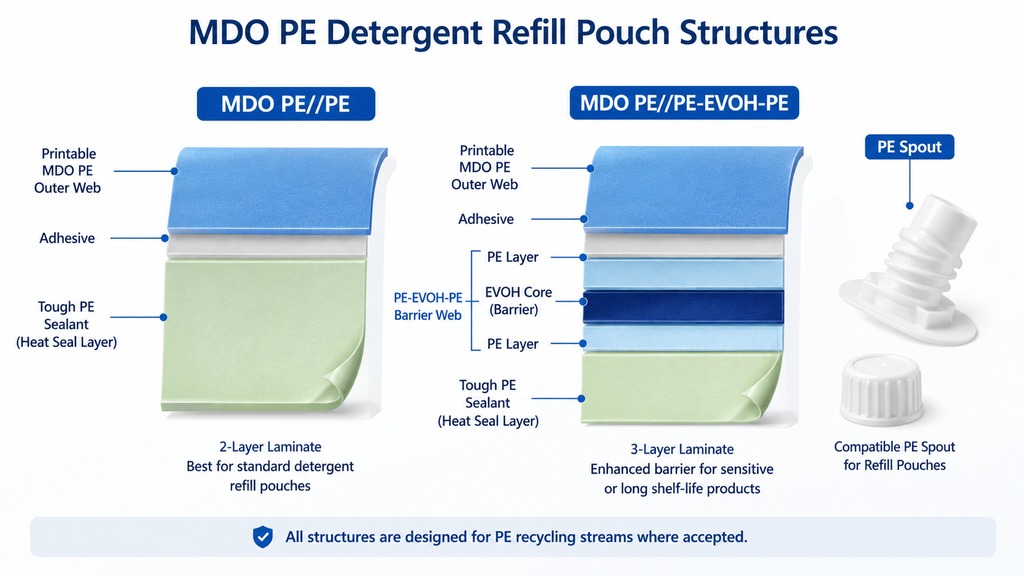
Many detergent refills do not require food-level oxygen barrier, but concentrated fragrances, volatile components or long storage periods may justify additional barrier. Standard MDO PE//PE should not be described as a universal high-barrier laminate. A PE-EVOH-PE web or validated coating can be considered when the formula and shelf-life target require it. The PE-EVOH-PE Film Guide explains how barrier layers should be specified and tested.
Printing, stiffness and filling-line runnability
The outer web needs enough stiffness for register, lamination, pouch opening and filling, but excessive stiffness can make a small pouch difficult to squeeze or empty. The film supplier and converter should confirm the treated side, minimum dyne level at printing, heat shrinkage, MD/TD balance, COF, roll flatness and storage conditions. MDO PE is more sensitive to heat and tension than PET, so printing and lamination settings may need adjustment.
Recommended MDO PE Structures for Refill Pouches
The following structures are development starting points rather than universal specifications. Final thickness, resin blend and barrier must be set by the product chemistry, fill volume, spout design and test results.
| Structure | Typical First Application | Why It Is Evaluated | Critical Validation |
| MDO PE//PE | Standard liquid detergents, hand soap and household cleaners in smaller non-spouted refills | Simple PE-based duplex structure with printability, moisture resistance and sealing | Formula compatibility, seal curve, COF, gusset flex and filled-pouch drop test |
| MDO PE//Tough PE | Laundry liquid, fabric softener and 0.5–2 L refill pouches | Higher impact, flex and drop resistance from a stronger sealant web | Bottom-gusset stress, burst, drop orientation, hot tack and transport test |
| MDO PE//PE-EVOH-PE | Fragranced or volatile formulas requiring additional barrier | Adds an EVOH barrier core while keeping PE as the dominant film family | OTR/WVTR or weight-loss target, humidity effect, flex durability and recycling review |
| MDO PE//PE With PE Spout | Reclosable laundry, dishwashing liquid and cleaner refills | Compatible film and fitment family can support PE-oriented design | Spout-flange seal, cap torque, leakage, opening force and residual product |
| PET/PE or PA/PE Reference | Aggressive chemistry, high heat or projects that cannot yet meet drop and seal targets with PE | Maintains a proven conventional option while the mono-PE design is developed | Do not change until the new structure passes the full package validation plan |
Illustrative thickness starting points
A common MDO PE outer-web development range is 20–32 μm. Smaller refill pouches may start with a 20–25 μm outer web and a purpose-designed PE sealant, while large or heavy liquid packs may need a 25–32 μm outer web and a substantially thicker, tougher PE inner web. These are only screening ranges. Do not copy a generic thickness combination without calculating pouch size, fill weight, drop height, stiffness and machine requirements.
MDO PE versus BOPE as the print web
MDO PE offers strong machine-direction stiffness and can be a good printable web. BOPE provides biaxial orientation and a different balance of strength and extensibility. The choice is not based on recyclability alone. Pouch geometry, web direction, tear behaviour, heat stability and converter experience should decide the first trial. See the MDO PE vs BOPE comparison for a more detailed material decision.
Choose the Structure by Product and Pouch Format
| Product / Pack | First Structure to Evaluate | Selection Logic | Main Tests |
| Hand soap refill, 250–500 mL | MDO PE//PE; non-spouted or small spout | Moderate weight and mild formula often allow a simpler duplex structure | Squeeze/emptying, seal contamination, leak and shelf test |
| Laundry detergent, 500 mL–1.5 L | MDO PE//tough PE, often with PE spout | Higher fill weight needs stronger gusset and impact performance | Drop, burst, spout seal, cap torque and transport |
| Large refill, 1.5–3 L | Reinforced MDO PE//tough PE or validated multi-layer PE web | Large liquid mass creates high hydraulic shock and seal load | Multiple drop orientations, creep, handle or fitment stress and e-commerce protocol |
| Concentrated detergent or cleaner | Compatibility-tested MDO PE//specialty PE; barrier if required | High surfactant, fragrance or solvent concentration can change film and bond performance | Accelerated aging, stress cracking, odor, weight loss and seal retention |
| Fabric softener | MDO PE//PE or MDO PE//tough PE | Often suited to PE, but fragrance and long storage may affect barrier selection | Fragrance retention, seal, flex, drop and appearance |
| Dishwashing liquid | MDO PE//tough PE with non-spout or spout format | Viscosity and squeeze use require flexible but strong seals | Chemical aging, dispensing, cap leakage and residual product |
| Bleach or strong oxidizing cleaner | Use only after dedicated compatibility study; conventional structure may remain safer | Oxidizing chemistry can be more demanding than standard detergent | Long-term material, adhesive, ink, fitment and closure compatibility |
| Powder detergent or laundry tablets | MDO PE//PE with moisture protection; zipper or safety feature as required | No hydraulic shock, but moisture, puncture and access control become important | WVTR, zipper/closure, puncture, dust contamination and regulatory requirements |
Buyers that need finished bags rather than rollstock can review recyclable pouches for stand-up, flat, zipper and spout formats. For broader liquid packaging options, the liquid pouches page shows how format, filling and closure requirements change the final specification.
Spouted versus non-spouted refill pouches
A non-spouted refill can be lighter and simpler, but the consumer must cut or tear the pouch and pour accurately. A spouted pouch improves reclosure and controlled dispensing, but adds a fitment joint, cap and additional sealing operation. For recycling-oriented design, the spout, cap and film should be evaluated as one package, not as separate components.
Pre-made pouches versus form-fill-seal rollstock
Pre-made pouches shift pouch conversion to the supplier and can simplify a customer’s filling operation. Horizontal form-fill-seal rollstock can improve integrated production efficiency but requires tighter control of web stiffness, COF, pouch opening, spout insertion and sealing. The film specification must identify the actual machine type and expected speed.
Where MDO PE Refill Pouches Are a Good Fit
- Laundry liquid, hand soap, fabric softener, dishwashing liquid and many general household cleaners after product-contact testing.
- Refill packs from small single-use formats to larger reclosable pouches when thickness and sealant toughness are matched to fill weight.
- PE-based packaging projects that can use compatible inks, adhesives, spouts and closures and that have a defined collection route in the target market.
- Converters able to control dryer temperature, web tension, lamination cure, COF and pouch-making settings during a planned line trial.
- Brands that can validate the finished pouch for leak, drop, transport, shelf life and consumer dispensing before commercial launch.
A PE-based pouch should be described as designed for a PE recycling stream or recycling-compatible where accepted, not automatically recyclable in every market. Collection, sorting and package composition still matter. The Recyclable Flexible Packaging Guide explains how inks, adhesives, barriers and fitments affect the complete claim.
Where the Structure Needs Caution or May Not Be Suitable
- Chlorine bleach, strong oxidizers, highly caustic concentrates, solvent-rich cleaners or formulas with aggressive essential oils until long-term compatibility is proven.
- Hot-fill, pasteurization, retort or sterilization processes unless the exact film, adhesive, fitment and process have been validated.
- Very large pouches or e-commerce packs where the proposed structure cannot pass filled-pouch drop, burst, creep and vibration requirements.
- Products needing a very high fragrance, solvent or gas barrier that cannot be achieved within the acceptable PE-based design.
- Projects that require zero changes to a PET/PE printing, lamination or filling process and do not allow a controlled trial.
- Laundry detergent capsules or other hazardous contents requiring certified child-resistant packaging; a standard refill pouch is not automatically child resistant.
- Medical, disinfectant or regulated chemical products when the supplier cannot provide the required migration, product-contact, dangerous-goods or market-specific documentation.
When to keep or return to a conventional structure
Use a proven PET/PE, PA/PE or other validated laminate when the PE-based trial shows persistent swelling, stress cracking, delamination, poor spout sealing, an unacceptably narrow heat-seal window or repeated filled-pouch failures after reasonable process optimization. A recycling objective should not override product safety, leak prevention or legal compliance.
Step-by-Step Validation Before Commercial Production
Step 1: Record the current package baseline
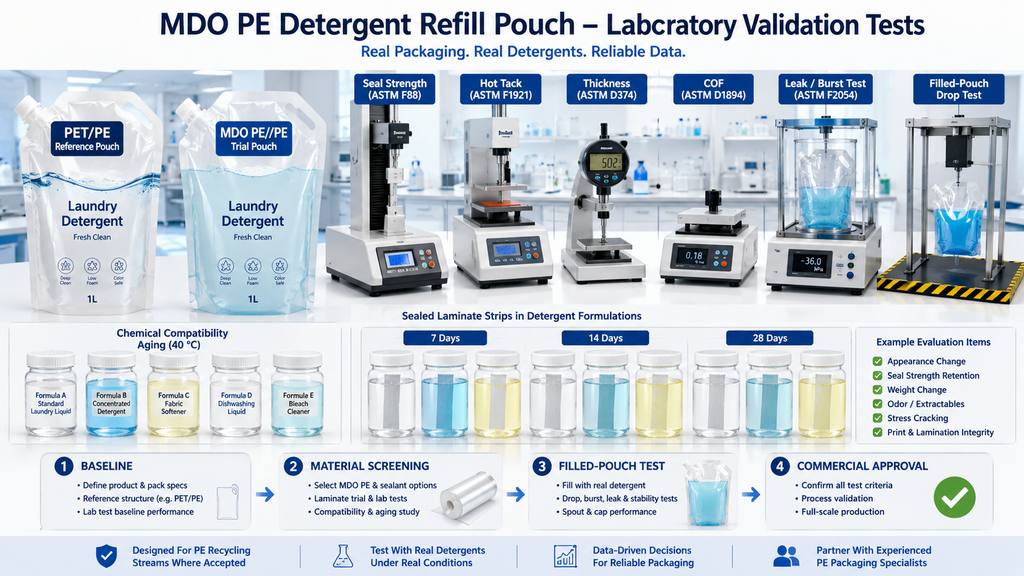
Document the current laminate, total thickness, pouch dimensions, spout and cap, filling process, machine speed, seal settings, distribution route, complaint history and cost per finished pouch. Keep filled control samples from the existing commercial structure.
Step 2: Define the detergent chemistry without disclosing unnecessary trade secrets
Provide the supplier with product type, pH range, surfactant class, presence of oxidizers, solvents, fragrance or essential oils, viscosity and fill temperature. When possible, supply the actual formula for compatibility testing under confidentiality.
Step 3: Select the outer web, sealant and fitment together
Confirm MDO PE thickness, MD/TD properties, heat shrinkage, surface treatment and COF together with the PE sealant blend, total thickness, spout resin and cap. Do not replace only the PET layer and leave every other component unchanged.
Step 4: Complete film and laminate screening
Check thickness profile, tensile properties, elongation, puncture, dart impact where relevant, dyne level, ink adhesion, bond strength, COF, seal initiation, hot tack, final seal strength and barrier. Use agreed test methods and conditioning.
Step 5: Run chemical compatibility and aging tests
Expose sealed laminate specimens and finished pouches to the real detergent at normal and accelerated conditions. Inspect for swelling, cracking, discoloration, odor, weight change, adhesive loss, ink attack and seal-strength retention at planned intervals.
Step 6: Validate printing, lamination and pouch conversion
Begin with conservative heat and tension. Record register, web elongation, adhesive coating weight, curing time, curl, wrinkles, pouch opening, cut quality and scrap. Approve the cured laminate, not only the fresh laminate.
Step 7: Test the filled pouch and closure
Fill at the target volume and temperature, close with the intended cap, and run leak, drop, burst, compression, vibration, dispensing and residual-product tests. Include all drop orientations and packaging configurations used in transport.
Step 8: Approve shelf life, recyclability and commercial supply
Confirm the full shelf-life result, reference sample, TDS, COA format, batch traceability, change-control procedure, roll packing, lead time and agreed recycling claim before the bulk order.
| Test Stage | What to Check | Typical Failure Signal | Required Action |
| Incoming films | Thickness profile, roll width, dyne, COF, roll flatness, batch and splice rules | Low dyne, uneven gauge, telescoping or damaged edges | Hold material and compare with approved TDS/COA and reference roll |
| Lamination | Adhesive weight, wet-out, nip, cure and bond strength | Tunnelling, bubbles, low peel or detergent-induced delamination | Review adhesive compatibility, coating weight, cure and surface treatment |
| Heat sealing | Seal curve, hot tack, seal through minor contamination and visual seal quality | Channels, weak seals, burn-through or very narrow window | Adjust sealant, temperature/pressure/dwell or pouch geometry |
| Chemical aging | Appearance, swelling, mass change, odor, bond and seal retention | Softening, cracking, whitening, odor or bond loss | Change sealant, adhesive, barrier or return to a validated structure |
| Spout/closure | Flange seal, cap torque, tamper evidence, opening and leakage | Leak at flange, cap back-off or difficult pouring | Optimize fitment resin, jaw profile, preheat and torque |
| Filled-pouch durability | Drop, burst, compression, creep, flex and vibration | Gusset split, pinhole, seal failure or pouch deformation | Increase toughness/thickness, redesign gusset or adjust seal |
| Shelf life and transport | Weight loss, fragrance, barrier, product stability and case packing | Product loss, odor change, paneling or transport leaks | Add validated barrier, modify headspace/pack or change structure |
Common Detergent Refill Pouch Problems and Solutions
| Problem | Likely Cause | How to Check | Corrective Direction |
| Leakage at side or bottom seal | Sealant mismatch, detergent contamination, insufficient pressure/dwell or gusset misalignment | Seal curve, visual section, dye/bubble leak test and seal-strength comparison | Widen the seal window, improve contamination resistance, align gusset and optimize jaws |
| Leakage around the spout flange | Incompatible fitment, uneven heating, poor jaw profile or flange contamination | Peel/cut the joint, inspect channel path and compare all flange positions | Use compatible PE fitment, adjust preheat/jaw/pressure and control insertion |
| Cracking at corners or gusset | Environmental stress cracking, excessive stiffness, thin inner web or high local strain | Age filled pouches and inspect stressed folds under magnification | Change sealant resin, increase toughness/thickness or redesign the pouch |
| Delamination after aging | Adhesive or ink is attacked by formula, low coating weight or incomplete cure | Compare bond strength before and after product exposure | Select compatible adhesive/ink, correct treatment/coating and allow full cure |
| Pouch becomes soft or loses shape | Outer web too thin, orientation balance unsuitable or product plasticizes the structure | Compare stiffness and dimensions before and after aging | Adjust MDO PE grade/thickness and verify product compatibility |
| Poor pouch opening on filler | COF, stiffness, static or pouch geometry outside machine window | Record opening failure by lane and machine speed | Adjust film surfaces, anti-static control, stiffness or opening system |
| Wrinkles or curl after lamination | Unbalanced web tension, thermal shrinkage or adhesive cure | Observe curl direction before and after cure and vary line settings | Reduce heat, rebalance tension and review layer stiffness/cure |
| Fragrance or weight loss | Barrier is insufficient or closure leaks | Track mass, odor and barrier data with sealed controls | Add compatible barrier, improve closure or shorten required shelf life |
When the material should be replaced rather than only adjusting the machine
- The laminate repeatedly cracks, swells or loses bond strength during chemical aging.
- The seal window remains too narrow for normal production variation after jaw and process optimization.
- The spout cannot form a stable joint with the film without damaging the pouch.
- The required drop, burst or e-commerce test cannot be passed at a commercially reasonable thickness.
- The required barrier can only be achieved by adding components that conflict with the project’s recycling or cost target.
How to Evaluate an MDO PE Film Manufacturer or Pouch Supplier
A qualified manufacturer or supplier should discuss the complete package, not quote an MDO PE roll only by thickness and width. The proposal should identify the print web, sealant web, barrier option, adhesive, spout family, trial method and finished-pouch acceptance criteria.
- Request separate TDS documents for the MDO PE outer web, PE sealant and barrier web, with test methods and conditioning stated.
- Confirm MD and TD tensile data, heat shrinkage, dyne level and retention, COF on both surfaces, haze, gloss and roll-flatness limits.
- Ask for seal curves, hot-tack data, bond-strength targets and chemical compatibility support rather than one typical seal-strength value.
- Agree on thickness and width tolerances, roll diameter, core size, winding direction, splice rules, batch labels and export pallet packing.
- Use trial rolls and actual detergent samples. A4 film sheets cannot prove printing, lamination, spout sealing or filled-pouch drop performance.
- Require batch COA, traceability, product-contact or chemical documentation where relevant, and a written change-notification procedure.
- Evaluate technical response time, corrective-action capability, production lead time, minimum order and consistency across repeat orders.
International buyers comparing converter and bag-making capabilities can also review Packaging Pouch Suppliers in China. CloudFilm can coordinate MDO PE outer webs, PE sealants, barrier films, trial rolls and finished pouch development for customers who prefer one technical and export contact.

Information to Send with an RFQ
| Information | Why the Supplier Needs It |
| Product type and chemistry | Laundry liquid, hand soap, softener, cleaner, bleach, concentrate or powder; include pH and key chemistry class. |
| Actual product sample or SDS | Supports compatibility and safety review; proprietary formulas can be handled under confidentiality. |
| Current laminate | Provides the baseline for thickness, barrier, seal, stiffness and cost. |
| Pouch format and capacity | Stand-up, flat, spouted, handle pouch or rollstock; include fill volume and dimensions. |
| Spout and cap | State resin, neck size, flange geometry, cap style, torque and tamper-evidence needs. |
| Filling process | Pre-made or HFFS, fill temperature, machine model, speed and pouch-opening method. |
| Performance targets | Seal strength, hot tack, drop height/orientation, burst, leak, COF, barrier and shelf life. |
| Distribution route | Retail pallet, parcel/e-commerce, export container, temperature range and case packing. |
| Printing and finish | Gravure or flexo, number of colors, reverse/surface print, gloss, matte or window. |
| Recycling market | Country and protocol used to assess the complete pouch, fitment, ink and adhesive. |
| Order quantity | Trial-roll quantity, first commercial order and annual demand by width or pouch size. |
| Delivery terms | Destination port, Incoterm, pallet restrictions and required documentation. |
Frequently Asked Questions
Can MDO PE//PE directly replace PET/PE for liquid detergent?
It can replace PET/PE in selected projects, but it is not a drop-in change. The MDO PE outer web, PE sealant, adhesive, spout and machine settings must be selected together and verified with the actual filled pouch.
Is an MDO PE detergent pouch always recyclable?
No. It can be designed for a PE recycling stream, but final recyclability depends on the total PE share, barrier, ink, adhesive, spout, cap, label and local collection and sorting system. Use market-specific wording and validation.
Which detergent products are usually suitable?
Laundry liquid, fabric softener, hand soap, dishwashing liquid and many general cleaners are reasonable first candidates. Concentrated, oxidizing, solvent-rich or highly caustic formulas need a dedicated compatibility study.
Does MDO PE provide chemical resistance?
The outer MDO PE layer is not the only chemical barrier. Product-contact resistance comes mainly from the inner PE web and the complete laminate. Test the real formula for swelling, stress cracking, bond loss, odor and seal retention.
Do detergent pouches need EVOH?
Not always. EVOH is considered when fragrance, volatile loss, oxygen sensitivity or long shelf life requires more barrier. It adds complexity and should be specified using a measurable target such as weight loss, OTR or shelf-life result.
What spout material should be used?
A compatible PE spout and cap are usually evaluated first for a PE-based pouch. The resin alone is not enough; flange geometry, sealing conditions, cap torque and leak performance must be validated.
What thickness should I request?
MDO PE outer webs commonly start in the 20–32 μm range, but the total laminate and inner PE thickness depend on fill volume, chemistry, pouch geometry, drop height and machine. Ask for a trial proposal rather than choosing thickness by copying another pouch.
Can the pouch be used for 2 or 3 litres?
Yes, but large formats require a tougher and often thicker PE web, robust gusset design, controlled spout sealing and demanding filled-pouch tests. E-commerce or parcel shipping may require additional drop and vibration validation.
Can MDO PE run on an existing PET/PE line?
Often yes after adjustments. Start with lower or carefully controlled dryer temperature and web tension, then optimize register, adhesive coating, cure, COF, pouch opening and seal settings. Record the successful process window.
How should chemical compatibility be tested?
Use the real product in sealed laminate specimens and filled pouches at normal and accelerated conditions. Inspect at planned intervals for changes in mass, dimensions, appearance, odor, bond, seal strength and cracking.
Are A4 samples enough for approval?
No. A4 samples can support initial material screening, but printing, lamination, pouch making, spout sealing and filled-pouch durability require trial rolls or finished trial pouches.
What should be approved before a bulk order?
Approve the final structure, TDS, COA format, reference sample, roll or pouch specification, fitment, test criteria, packaging, batch traceability, change control, commercial terms and shipment requirements.
Can detergent pods be packed in the same pouch?
Detergent capsules have different moisture, puncture and child-safety requirements. A standard liquid refill pouch should not be assumed suitable. Confirm the applicable child-resistant closure and regulatory requirements in the sales market.
Request a Detergent Refill Pouch Structure and Trial Plan
Send CloudFilm your detergent type, current laminate, pouch capacity, spout details, filling conditions, target drop test, shelf life, annual demand and destination market. We can compare MDO PE//PE, MDO PE//tough PE and PE-based barrier options, then prepare a film or finished-pouch trial proposal.