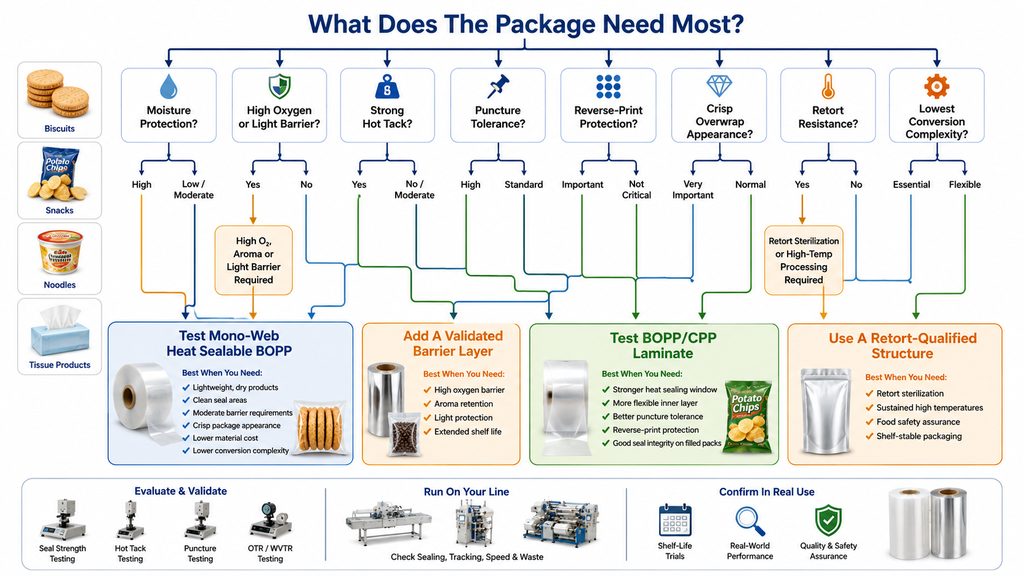
For light, dry, visually driven products, mono-web heat sealable BOPP is usually the simpler structure to test first. It can provide clarity, stiffness, moisture resistance, direct heat sealing, high yield, and fewer converting steps. Choose a BOPP/CPP laminate when the package needs more forgiving hot tack, stronger or wider seals, better puncture tolerance, protected reverse printing, or greater flexibility on high-speed packing lines.
This is not an absolute rule. Modern specialty BOPP grades can deliver broad seal windows and high seal performance, while a poorly designed BOPP/CPP laminate can still fail because of unsuitable CPP, weak adhesive bond, incorrect curing, poor COF, or inadequate barrier. The correct decision must be based on the packed product, shelf-life target, machine, seal geometry, distribution conditions, total cost per square meter, and test results.
A buyer comparing these structures should begin with the intended role of each layer. CloudFilm’s heat sealable BOPP film can work as a direct-seal single web in suitable applications, while clear CPP film is commonly selected as the flexible inner sealing web in a laminate.

Quick Comparison: Which Structure Should You Choose?
The following table describes normal tendencies. It does not replace the technical data sheet or a machine trial because high-seal BOPP and specialty CPP grades can behave differently from standard products.
| Decision Factor | Mono-Web Heat Sealable BOPP | BOPP/CPP Laminate | Practical Buyer Interpretation |
| Finished structure | One finished web, although the BOPP itself may contain coextruded skin and core layers | Two separate films bonded with adhesive or another lamination process | “Mono-web” refers to the finished package web, not necessarily a chemically single-layer film |
| Main material roles | One BOPP web provides appearance, stiffness, moisture resistance, and sealing | BOPP usually provides printability and stiffness; CPP provides flexibility and sealing | The laminate separates outer-web and sealant functions |
| Seal performance | Grade dependent; suitable grades can provide reliable direct seals | Usually more forgiving because CPP is designed as the inner sealant | Compare the seal curve and hot tack, not only the stated SIT |
| Hot tack | Can be sufficient for light products and matched speeds | Often stronger or broader for immediately loaded seals | Important on VFFS, heavy fills, and fast lines |
| Stiffness and crisp feel | Higher at a comparable total gauge | Lower or more balanced because CPP is softer | Mono-web can create a crisp pack; laminate can feel more flexible |
| Puncture and impact tolerance | Limited when the web is thin or highly oriented | Usually improved by the softer CPP layer | Consider product edges, drop stress, and distribution abuse |
| Printing | Often surface printed unless a protected print design is used | Commonly reverse printed on BOPP and protected inside the laminate | Lamination protects ink from scuffing and product contact |
| Barrier | Useful moisture resistance, but limited oxygen, aroma, and light barrier unless coated or metallized | Clear BOPP/CPP still does not automatically provide high oxygen or light barrier | Barrier must be specified separately from sealing structure |
| Conversion steps | Fewer steps; no adhesive lamination or curing | Printing, lamination, curing, inspection, and slitting may be required | More steps add capability but also time and process risk |
| Cost structure | Often lower conversion cost and lower total complexity | Higher material and converting cost, but may reduce line waste or package failures | Compare total packed-product cost, not film price alone |
| Recyclability design | Simpler PP web with no lamination adhesive | Both main films are PP, but adhesive, inks, coatings, and local rules still matter | Neither structure should receive an unsupported recyclability claim |
| Typical starting applications | Biscuits, candy, bakery items, tissue overwrap, straws, stationery, light dry goods | Snacks, nuts, noodles, frozen products, heavier packs, reverse-printed food packaging | Final choice depends on barrier and machine conditions |
What Is Mono-Web Heat Sealable BOPP?
Mono-web heat sealable BOPP is one finished packaging web that performs several functions at the same time. The film is normally biaxially oriented for clarity, stiffness, tensile strength, and dimensional stability. One or both surfaces contain a heat-sealable formulation or coating. One surface may also be corona treated for printing, coating, or adhesion.
The word “mono-web” does not mean the film must be a single homogeneous polymer layer. Many BOPP films have three-layer or five-layer internal coextruded designs. The term means that the packaging machine receives one web and forms the package without first bonding that web to a separate CPP, PE, PET, or barrier film. The BOPP film structure guide explains the difference between internal film layers and a finished laminate.
Main advantages of a mono-web structure
A mono-web removes the adhesive lamination and curing stage. This can shorten the supply chain, reduce conversion lead time, avoid delamination risk, simplify traceability, and improve yield by area. The pack can also feel crisp because oriented BOPP retains higher stiffness than a comparable soft cast sealant film.
It is most attractive when the product is light, dry, not highly oxygen sensitive, and compatible with the BOPP seal window. It also works well when clear display, gloss, simple roll stock, and cost control are more important than heavy-duty puncture resistance.
Limitations that must be checked
Thin oriented film can be less forgiving around sharp edges, folds, or heavy products. Its seal layer may be narrower in operating window than a selected CPP grade. Surface printing can remain exposed to scuffing unless a protective lacquer is used. Standard clear BOPP also does not create a high oxygen, aroma, or light barrier by itself.
Specialty grades can reduce these limitations. Some coated or modified BOPP films offer very low seal initiation temperatures, broad operating windows, strong hot tack, peel behavior, or enhanced seal performance. Buyers should therefore compare actual grades rather than assuming that every mono-web BOPP has the same sealing limits. The Heat Sealable BOPP Film Buyer’s Guide provides a broader grade-selection framework.
What Is a BOPP/CPP Laminate?
A BOPP/CPP laminate combines a biaxially oriented polypropylene outer web with a cast polypropylene inner web. The layers are usually bonded after printing by solvent-based, solventless, or another suitable lamination process. The exact adhesive, coat weight, curing condition, and surface treatment depend on the product, printing system, food-contact requirement, and converting equipment.
The BOPP side normally provides clarity, gloss, stiffness, print registration, and a suitable surface for reverse printing. CPP normally provides a softer product-contact layer with strong heat sealing, hot tack, flexibility, and better tolerance of folds or impacts. This division of functions is why BOPP/CPP is widely considered for snack, bakery, noodle, confectionery, frozen-food, and general food-packaging projects.
Why reverse printing matters
In many laminates, graphics are printed on the inner surface of the BOPP outer web. The printed surface is then bonded to CPP, trapping the ink between the two films. This protects graphics from abrasion, reduces direct contact with the packed product, and produces a glossy appearance through the clear BOPP. The selected BOPP printing film must have the correct treatment, flatness, shrinkage control, slip, and ink compatibility.
What the CPP layer adds
The CPP web can provide a wider, lower-temperature seal response, better hot tack, stronger final seals, and a softer mechanical response. These benefits are useful when the seal is loaded immediately, when line settings fluctuate, or when small amounts of crumbs or oil reach the seal area. They do not eliminate the need for product stripping, clean jaws, and a validated sealing window.
A standard BOPP/CPP laminate should not be assumed to be retortable, high barrier, peelable, or puncture-proof. Each of these functions requires specific grades and validation.
Heat Sealing: The Most Important Difference
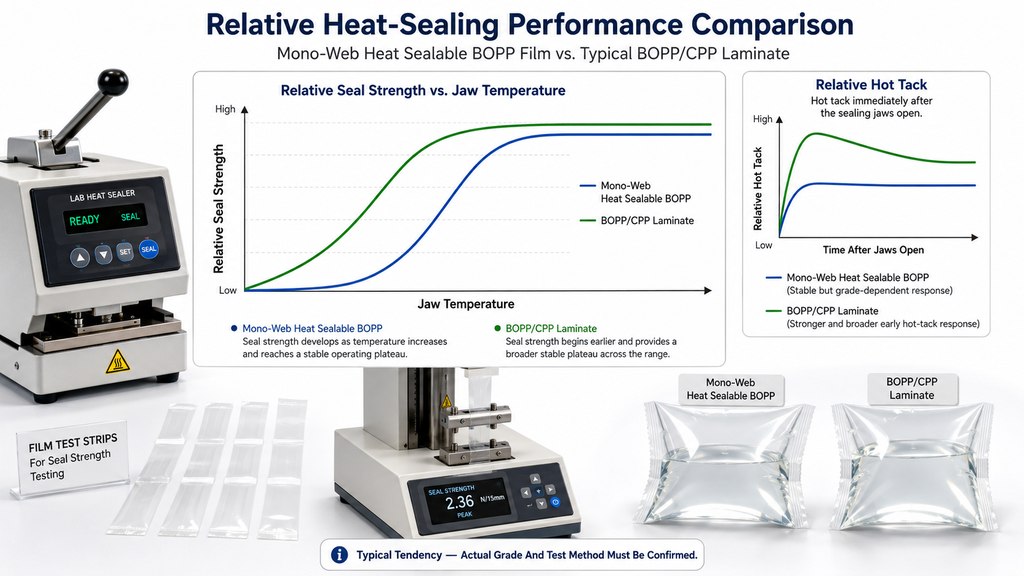
Seal initiation temperature and operating window
Mono-web heat sealable BOPP relies on its engineered seal skin or coating. A typical standard grade may be tested from a practical machine starting range around 110–140°C, but specialty products can seal lower. The actual machine setting depends on film thickness, speed, jaw design, pressure, dwell time, product temperature, and seal geometry.
CPP sealant webs often provide a lower and broader sealing response, but the exact window varies greatly by resin formulation, thickness, additives, and intended application. Do not compare the BOPP and CPP by one published temperature. Request seal-strength curves generated under comparable test conditions.
The heat seal temperature guide explains why temperature, pressure, and dwell time must be tested as a system.
Hot tack and immediate seal loading
Hot tack is the strength of the seal before it has fully cooled. On VFFS equipment, the bottom seal may carry product weight almost immediately. On a fast HFFS line, belts, guides, or the product itself may stress an end seal after the jaws open.
A suitable CPP layer often gives the laminate more hot-tack margin. However, high-performance BOPP grades are also available for demanding sealing. The only reliable decision is to test the filled pack at the normal and maximum planned speed.
Final seal strength and failure mode
A strong number is not sufficient by itself. Buyers should record whether the test strip fails by clean peel, cohesive sealant failure, film tear, delamination, or adhesive failure. A very strong seal can still be unsuitable if the film distorts, the package becomes difficult to open, or the laminate separates near the seal.
Seal-through-contamination
Crumbs, salt, oil, powder, and product dust can interrupt contact between sealant surfaces. CPP may be more forgiving, but no film can compensate for uncontrolled contamination. The trial should include realistic contaminated-seal samples and normal product-filling conditions.
Stiffness, Flexibility, Puncture, and Pack Appearance
Mono-web BOPP generally creates a stiffer and crisper package at a comparable total weight. This can improve presentation for biscuits, confectionery, tissue, sleeves, and lightweight dry goods. The stiffness can also support clean folding and stable registration on horizontal wrapping equipment.
A BOPP/CPP laminate balances a stiff outer web with a flexible inner web. CPP can absorb deformation around corners and may improve puncture or impact tolerance. The result often feels softer and more substantial. This can be useful for irregular foods, heavier fill weights, frozen products, and packs that experience repeated flexing.
Thickness alone does not predict package strength. A thin laminate with poor bond strength can fail sooner than a well-designed mono-web. A thick mono-web can still split at a sharp corner. Test the actual product, package dimensions, headspace, seal width, drop orientation, and transport carton.
Barrier and Shelf-Life Performance
Both BOPP and CPP are polypropylene films with useful moisture resistance. A clear BOPP/CPP laminate may improve total thickness and package integrity, but it does not automatically provide high oxygen, aroma, grease, or light barrier. The seal area can also become the weak point even when the flat film has acceptable laboratory transmission values.
Choose mono-web BOPP when
The product is dry, its main risk is moisture pickup, the target shelf life is moderate, and a clear or opaque BOPP grade can meet the tested requirement. Biscuits, candies, straws, stationery, and some tissue products are common examples.
Choose a BOPP/CPP laminate when
The product needs a more robust seal, reverse-print protection, additional mechanical tolerance, or a structure that can later incorporate a metallized or coated PP layer. For oxygen- or light-sensitive snacks, a clear BOPP/CPP structure may still need to change to BOPP/VMCPP or another barrier design.
Do not use either standard structure without validation when
The product contains aggressive oils or flavors, needs a long shelf life, has sharp edges, is vacuum packed, requires pasteurization or retort, or must pass demanding pharmaceutical or medical requirements. The broader laminates in flexible packaging guide can help define when an additional barrier or structural layer is necessary.
Printing, Lamination, and Conversion Requirements
Mono-web printing
A mono-web can be surface printed when the outer surface is correctly treated and compatible with the ink. This avoids lamination but leaves the print exposed to abrasion, chemicals, and handling. A protective overprint varnish may be required. The heat-sealable side and printable side must be clearly identified on the roll label.
BOPP/CPP reverse printing
Reverse printing places the ink between the films. The converter must confirm BOPP treatment, ink adhesion, drying, residual solvent, adhesive compatibility, bond strength, curing time, COF, and the final seal response. Slip or anti-block additives can migrate and affect bond or print adhesion, so aged testing may be necessary.
Curing and release for use
A newly laminated roll may not have reached final bond strength or low residual-odor condition. The required curing time depends on adhesive chemistry, coat weight, room temperature, humidity, and end use. Cutting, bag making, filling, or food contact should not begin until the converter’s release criteria are met.
Slitting and winding
Both structures need stable width, clean edges, appropriate tension, controlled telescoping, splice rules, and clear side identification. The laminate also requires balanced tension between webs. Curl can develop when the two films have different tension, shrinkage, thickness, or adhesive distribution.
Machine Fit and Production Efficiency
HFFS and flow-wrap lines
Mono-web BOPP can run efficiently on biscuit, candy, bakery, and overwrap lines when stiffness, hot slip, tracking, and seal release are matched to the equipment. It can reduce roll weight and simplify the structure. Excessive heat can cause shrinkage, wrinkles, or jaw sticking.
BOPP/CPP can provide a more forgiving end seal and a softer web. The additional thickness may change forming, heat transfer, knife setup, and roll length. A converter should not assume that a laminate can replace a mono-web at the same gauge or settings.
VFFS lines
VFFS places greater emphasis on bottom-seal hot tack, product drop, puncture, and seal contamination. BOPP/CPP is often easier to qualify for heavier products, but a high-seal mono-web can still work for light dry products. Test at the maximum fill weight and speed.
Overwrap and tissue lines
Mono-web BOPP often provides the stiffness, gloss, and crisp corners expected in overwrap. CPP can make a laminate too soft for some presentation goals, although it may help sealing or puncture. COF and static control are often more important than nominal seal strength.
For a detailed machine-information checklist, see the flow packaging film guide.

Cost: Compare Total Packed-Product Cost, Not Price per Kilogram
A mono-web often has fewer cost elements: one film, one printing operation if needed, slitting, and packing. A laminate adds a second film, adhesive, lamination conversion, curing inventory, inspection, and sometimes more waste. This makes the laminate appear more expensive.
However, the lowest film cost may not create the lowest total cost. A BOPP/CPP laminate can be financially justified if it reduces leaking packs, raises line speed, improves shelf life, protects graphics, or lowers complaints. Conversely, a laminate is unnecessary cost when a qualified mono-web already meets the requirement.
Use unit weight or supplier-declared yield to compare structures. A useful calculation is:
Film cost per square meter = thickness in μm × density in g/cm³ × price per kg ÷ 1,000
For a laminate, add the cost per square meter of both films, adhesive coat weight, printing, lamination, curing, slitting, and expected process waste. Then add the effect of line efficiency and rejected packages.
| Cost Element | Mono-Web BOPP | BOPP/CPP Laminate |
| Base films | One finished BOPP web | BOPP plus CPP |
| Printing | Usually surface printing or specialty protected print | Commonly reverse printing on BOPP |
| Lamination adhesive | Not required | Required for adhesive lamination |
| Curing inventory | Not required | Usually required |
| Delamination risk | None between separate webs | Must be controlled |
| Typical roll length at same diameter | Often longer because total gauge may be lower | Often shorter because the laminate is thicker |
| Potential line benefit | Simpler and lighter | More forgiving seal and mechanical performance |
| Correct comparison | Cost per accepted pack | Cost per accepted pack |
Application Recommendations
| Application | Preferred Starting Structure | Why | Important Qualification Test |
| Dry biscuits and cookies | Mono-web heat sealable BOPP | Clarity, stiffness, moisture resistance, simple flow wrap | Crumb-contaminated end seal and shelf-life test |
| Candy and individual confectionery | Mono-web BOPP or BOPP/CPP | Choice depends on speed, fold, print protection, and seal load | Hot tack at maximum speed |
| Tissue and paper overwrap | Mono-web heat sealable BOPP | Crisp appearance and stiffness | Static, COF, corner quality, and jaw release |
| Salty snacks and nuts | Often BOPP/CPP or barrier PP laminate | Stronger sealing and better flex around product | Oxygen/aroma barrier, oil contact, leak test |
| Dry noodles | BOPP/CPP commonly considered | CPP improves seal and puncture tolerance | Sharp-edge puncture and drop test |
| Frozen dry products | BOPP/CPP with suitable grades | Flexibility and seal robustness can improve | Low-temperature impact and seal test |
| Stationery, straws, light household goods | Mono-web heat sealable BOPP | Clear presentation and low structure complexity | Product-edge puncture and machine tracking |
| High-barrier snacks | Barrier PP laminate, not simple clear structures | Clear BOPP and CPP alone may be insufficient | OTR, WVTR, aroma, and real shelf-life test |
| Retort food | Neither standard option | Requires validated retort films, adhesive, and full structure | Complete retort-cycle validation |
When Mono-Web BOPP Is the Better Choice
Select mono-web first when most of the following are true:
- The product is light, dry, and not highly oxygen sensitive.
- Moisture resistance is more important than high oxygen or light barrier.
- The package needs a crisp, glossy appearance.
- The film will run on HFFS, overwrap, or another line suited to oriented film.
- The seal area is reasonably clean.
- The pack does not face severe puncture or drop stress.
- Surface printing or an unprinted web is acceptable.
- Lower conversion complexity and faster supply are priorities.
- A machine trial confirms hot tack, seal strength, tracking, and appearance.
When BOPP/CPP Is the Better Choice
Select the laminate first when several of the following apply:
- The seal is loaded immediately after the jaws open.
- The line needs a broader, more forgiving heat-seal response.
- The product is heavier, irregular, or more likely to puncture the web.
- Reverse printing and protected graphics are required.
- The package needs a softer feel or improved flex tolerance.
- Crumbs, oil, or powder may occasionally enter the seal area.
- A CPP or VMCPP inner web is needed as part of the barrier strategy.
- The buyer can manage lamination, curing, bond testing, and traceability.
- Trial data show lower leakage, less waste, or better productivity than mono-web.
Situations That Require Caution
Retort and sterilization
Standard BOPP/CPP should not be sold or used as a retort structure without proof. Retort requires a suitable outer layer, retort-grade CPP, compatible adhesive, seal design, and full heating and cooling validation. CloudFilm’s retort CPP film is a separate grade family intended for such conditions.
High barrier and long shelf life
Adding clear CPP does not automatically create a high oxygen or light barrier. Use coated, metallized, foil, EVOH, or other validated barrier technologies when the product requires them.
Peelable or easy-open seals
Neither standard mono-web BOPP nor standard CPP guarantees a controlled peel. Peel force, seal surface, contamination behavior, aging, and temperature window must be engineered and tested.
Recyclability claims
BOPP and CPP are both polypropylene, so a BOPP/CPP laminate can support a PP-rich design. A mono-web is structurally simpler because it avoids a separate adhesive-bonded web. Actual recyclability still depends on total non-PP content, inks, coatings, adhesive, labels, dimensions, local collection, and recycler acceptance.
Testing Plan Before Approval
A responsible material change should pass both laboratory and production trials.
| Test Stage | What to Test | What to Record | Approval Question |
| Material identification | Structure, thickness, treatment, seal side, winding | Grade, lot, side map, tolerances | Is the sample exactly what was ordered? |
| Seal curve | Several temperatures at controlled pressure and dwell | Cooled seal strength and failure mode | Is there a stable operating window? |
| Hot tack | Seal strength immediately after jaw opening | Time after sealing, load, failure | Will the filled pack remain closed? |
| Lamination bond | Initial and aged bond strength | Peel value and failure location | Will the laminate resist conversion and use? |
| COF and feeding | Film-to-film and machine behavior | Static/dynamic COF, tracking, noise | Does the web run consistently? |
| Puncture and impact | Actual product edges, drop, squeeze | Damage location and frequency | Does the structure survive distribution? |
| Barrier and shelf life | WVTR, OTR, aroma, product stability | Test conditions and real-pack results | Does the package protect the product long enough? |
| Print and appearance | Ink adhesion, scuff, register, gloss, haze | Before and after packing/transport | Will the pack maintain its intended appearance? |
| Production trial | Normal and maximum speed | Waste, stops, leaks, output, settings | Is the structure stable in commercial production? |
For test definitions such as COF, dyne level, SIT, hot tack, thickness, roll diameter, and barrier units, use the packaging film parameters guide.

Information to Confirm With the Manufacturer or Supplier
A useful quotation request should describe the complete package rather than asking only for “BOPP/CPP film.” Provide:
- Packed product, fill weight, oil level, moisture sensitivity, and shelf-life target
- Mono-web or proposed laminate structure
- Individual film thicknesses and total finished thickness
- Clear, white, matte, metallized, or other appearance
- Surface or reverse printing, printing method, colors, and ink type
- Heat-sealable side and required one-side or two-side sealing
- HFFS, VFFS, overwrap, bag-making, or pouch-making process
- Machine model, normal speed, maximum speed, and seal geometry
- Jaw temperature, pressure, dwell time, and current seal problem
- Required hot tack, final seal strength, bond strength, and failure mode
- WVTR, OTR, aroma, light, grease, or shelf-life target
- Static and dynamic COF, anti-static, anti-block, or slip requirements
- Roll width, core size, maximum diameter, winding direction, and splice limit
- Food-contact market and required regulatory documents
- Sample-sheet or exact-width trial-roll requirement
- Monthly or annual quantity, destination port, and preferred Incoterm
The supplier should return a clear side-function map, technical data, test methods, roll specification, compliance scope, MOQ, lead time, and change-control commitment.
How to Evaluate a BOPP/CPP Manufacturer or Supplier
A reliable manufacturer or export supplier should be able to explain why the selected structure fits the product and machine. It should not recommend a laminate merely because it has a higher selling price, or recommend a mono-web only because it is simpler to produce.
Grade and structure control
Ask for exact BOPP and CPP grades, thickness tolerances, treatment sides, seal sides, adhesive system, coat weight, curing conditions, and approved alternatives. Substitutions should require written approval.
Converting and quality capability
Confirm printing, lamination, slitting, inspection, laboratory testing, roll traceability, defect limits, and retained-sample procedures. Request evidence that bond, residual solvent, COF, sealing, and roll quality are controlled.
Trial and troubleshooting support
The supplier should help define the trial matrix and analyze weak seals, delamination, curl, blocking, poor tracking, odor, or puncture. Trial rolls should match the final width, winding direction, core, and approximate diameter whenever possible.
Export support
International buyers should confirm pallet protection, moisture wrapping, roll labels, container loading, shipping documents, claims handling, and communication time. CloudFilm’s flexible packaging film manufacturer profile describes its film range and export-support model.
Frequently Asked Questions
Is mono-web heat sealable BOPP always cheaper than BOPP/CPP?
It normally has fewer material and conversion steps, but it is not always cheaper per accepted pack. A laminate may reduce leaks, waste, or machine stops. Compare total cost per square meter and production performance.
Which structure has stronger seals?
A suitable CPP inner layer usually provides stronger or more forgiving seals than a standard heat-sealable BOPP grade. Specialty high-seal BOPP can narrow or eliminate this difference in selected applications. Compare curves and filled-pack trials.
Can mono-web BOPP replace an existing BOPP/CPP laminate?
Sometimes. It is most realistic for light, dry products with moderate shelf-life and puncture needs. The replacement must pass hot tack, sealing, barrier, printing, stiffness, distribution, and machine-speed tests.
Can BOPP/CPP replace mono-web BOPP without changing machine settings?
Not necessarily. The laminate has different total thickness, flexibility, heat transfer, COF, roll length, and forming behavior. A new operating window and tension setup may be required.
Is BOPP/CPP a mono-material structure?
The two main film webs are both polypropylene, so the structure can support a PP-rich mono-material design. Adhesive, ink, coatings, labels, and local recycling rules still affect the final claim.
Does BOPP/CPP provide high barrier?
A clear standard laminate mainly improves sealing and mechanical balance. It does not automatically provide high oxygen, aroma, or light barrier. Metallized, coated, or additional barrier layers may be required.
Can a standard BOPP/CPP laminate be used for retort?
No assumption should be made. Retort requires retort-qualified CPP, suitable outer layers and adhesive, and validation at the exact temperature, time, pressure, and cooling cycle.
Which structure is better for biscuits?
Mono-web heat sealable BOPP is often a good starting point because it is stiff, clear, moisture resistant, and simple. Use BOPP/CPP when stronger hot tack, protected printing, or more seal tolerance is needed.
Which structure is better for chips and oily snacks?
A BOPP/CPP or barrier PP laminate is often more practical because it offers robust sealing and protected printing. Oil, aroma, oxygen, and light requirements must still be tested.
Which structure is better for tissue overwrap?
Mono-web BOPP often gives the crisp appearance and stiffness required. Confirm static, COF, shrinkage, and jaw release. A laminate may be unnecessary unless sealing or puncture requirements justify it.
What thickness should I request?
Start with the current successful structure and target package performance. Specify each layer separately for a laminate. Do not convert a total laminate thickness directly into the same mono-web thickness without trials.
What causes delamination in BOPP/CPP?
Common causes include inadequate treatment, incompatible ink or adhesive, incorrect mix ratio, low coat weight, poor drying, insufficient curing, contamination, additive migration, and excessive seal or storage stress.
What causes curl after lamination?
Curl can result from unbalanced web tension, different shrinkage, unequal thickness, non-uniform adhesive, moisture or temperature changes, and premature slitting before the laminate stabilizes.
Are A4 samples enough to approve the structure?
No. Sheets can support initial sealing, printing, and bond checks. They cannot prove web handling, winding, registration, static, high-speed hot tack, or filled-pack performance. Use an exact-width trial roll when production risk is meaningful.
What should be included in a final purchase specification?
Include grade codes, layer sequence, individual and total thickness, surface treatment, printing and seal sides, adhesive, barrier targets, COF, seal and bond criteria, roll dimensions, winding direction, splice rules, compliance files, inspection plan, and change control.
Request a Structure Recommendation and Trial Roll
Choosing between mono-web heat sealable BOPP and BOPP/CPP is a performance and process decision, not simply a choice between one film and two films.
Send CloudFilm your packed product, current structure, package dimensions, machine type, line speed, sealing conditions, barrier target, printing plan, roll specification, annual volume, destination port, and photos of any leakage, puncture, curl, or feeding problem. The technical team can compare candidate structures, recommend suitable BOPP and CPP grades, and prepare sample sheets or an exact-width trial-roll quotation.