MDO PE is a machine-direction-oriented polyethylene film used mainly as a stiff printable web or structural layer in PE-based flexible packaging. It is a practical choice when a buyer wants to replace PET or PA in selected laminates while keeping the main film components within the polyethylene family. However, it is not a universal drop-in replacement. The final structure must still meet barrier, sealing, heat-resistance, mechanical and packaging-line requirements.
For most projects, the starting point is an MDO PE//PE laminate. Oxygen-sensitive products may need MDO PE combined with PE-EVOH-PE or another validated barrier solution. Before placing a bulk order, buyers should confirm the film grade, thickness, treatment side, COF, roll format, laminate structure and trial method with the supplier.

What Is MDO PE Film?
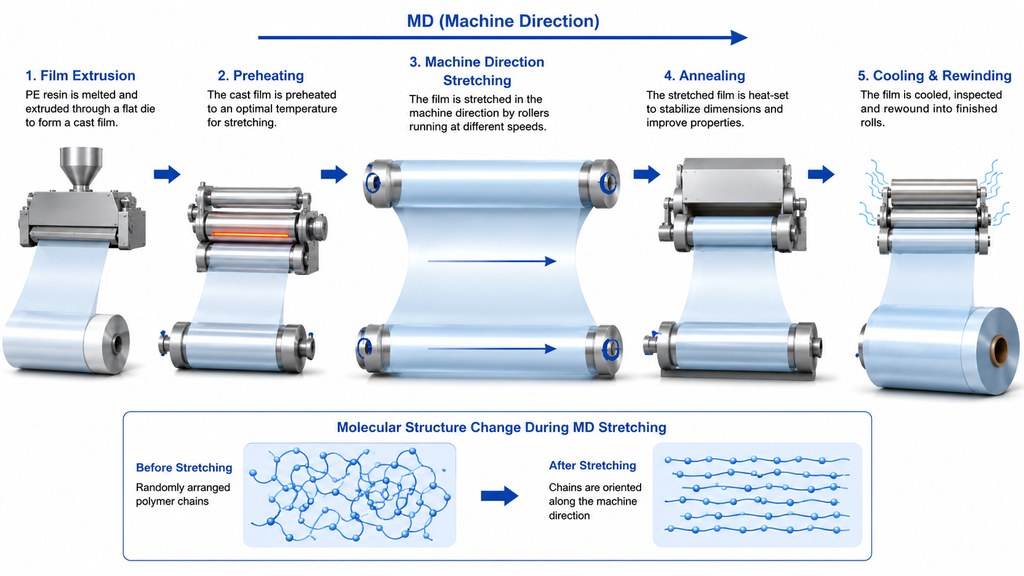
MDO PE stands for Machine Direction Oriented Polyethylene. During production, a PE film is heated and stretched mainly in the machine direction, then annealed and cooled under controlled conditions. Orientation aligns more of the polymer structure along the web direction. This can increase stiffness, tensile strength and dimensional stability in MD while improving clarity and downgauging potential, depending on the resin formulation and draw conditions.
The film is normally not the complete package by itself. In many flexible packaging structures, it acts as the outer print web. It is laminated to a PE sealant film that provides hot tack, seal strength, puncture resistance and product-contact performance. Buyers can review the available commercial options on the MDO PE film for recyclable mono-PE packaging product page.
How Orientation Changes Film Performance
Orientation creates an intentionally unbalanced property profile. MD stiffness and tensile strength become much higher than TD values. This can help the film behave more like a conventional rigid print web during printing and lamination, but it also means converters must manage web tension, heat and transverse-direction abuse carefully. The exact balance depends on resin blend, film thickness, draw ratio and annealing conditions.
A good specification therefore includes more than thickness. It should define MD and TD tensile data, elongation, shrinkage, haze, gloss, surface treatment, friction and roll quality. A film that looks acceptable in a laboratory may still wrinkle, stretch or curl on a high-speed line if these parameters do not match the process.
Key Properties Buyers Should Check
MDO PE data sheets can look similar, but small differences can change printing, lamination and pouch performance. The following properties should be reviewed together rather than one by one.
| Property | Why It Matters | What To Confirm |
| Thickness and gauge profile | Affects stiffness, yield, roll build and laminate balance. | Nominal thickness, average tolerance and cross-web profile. |
| MD/TD tensile and elongation | Shows the directional strength balance and risk of splitting or distortion. | Test method, sample direction and typical versus guaranteed values. |
| Thermal shrinkage | High shrinkage can cause register movement, curl or distortion during drying and lamination. | Shrinkage test temperature, time and MD/TD results. |
| Surface tension | Controls ink wetting and adhesive anchorage. | Treated side, initial dyne level and minimum level at use. |
| COF | Influences unwinding, web transport, stacking and automatic filling. | Static and dynamic COF, inside/outside surface and test condition. |
| Haze and gloss | Affects transparency, print appearance and shelf presentation. | Thickness used for the test and test method. |
| Roll flatness and winding | Poor winding can create wrinkles, telescoping and tension variation. | Core size, roll diameter, winding direction, splice limits and edge quality. |
| Barrier data | Standard MDO PE is not automatically a high-oxygen-barrier film. | Complete structure, OTR, WVTR, temperature and relative humidity. |
For a broader explanation of film measurements, see the packaging film parameters guide. It helps procurement teams translate laboratory values into practical line and package requirements.
Common MDO PE Film Grades
Not every supplier uses the same grade names. A buyer should ask for the intended function, not rely only on labels such as “standard” or “high barrier.”
| Grade Type | Main Function | Typical Use | Important Caution |
| Standard clear print web | Stiffness, clarity and printability. | Dry food, frozen food, pet treats and general pouches. | Usually needs a separate PE sealant layer. |
| Matte or low-gloss grade | Premium appearance and lower surface gloss. | Personal care, premium food and specialty pouches. | Confirm print side, rub resistance and bond strength. |
| Coated barrier grade | Additional oxygen or moisture control from a coating. | Selected aroma-sensitive or shelf-life applications. | Ask for OTR/WVTR after flexing and lamination. |
| MDO PE with barrier PE sealant | High-barrier PE-based laminate using EVOH or another barrier component. | Pet food, coffee-related formats and sensitive dry products. | The barrier comes from the complete laminate, not MDO PE alone. |
| Breathable or hygiene grade | Controlled moisture-vapour transmission. | Diaper and hygiene backsheets. | This is a separate product family with different tests and feel requirements. |
Recommended Laminate Structures
The correct structure depends on the packed product, shelf life, filling method and target market. The examples below are starting points for discussion, not universal specifications.
| Structure | Best Fit | Main Benefits | Key Checks |
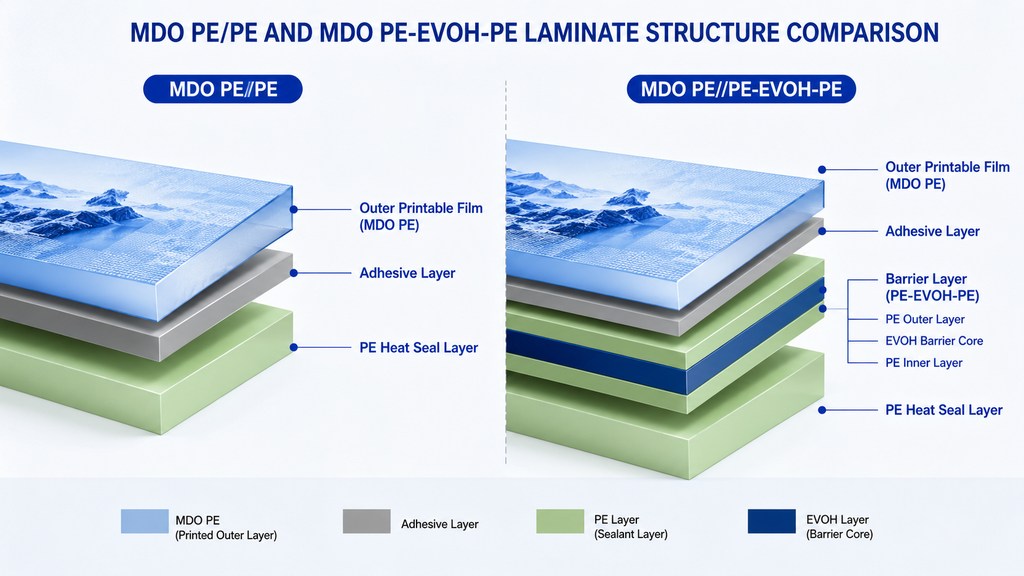
| MDO PE//PE | Snacks, dry food, frozen food and general consumer products. | Simple PE-based structure, good print web stiffness and strong sealing from the inner PE. | Seal window, hot tack, puncture, COF and moisture barrier. |
| MDO PE//PE-EVOH-PE | Oxygen-sensitive dry food, pet food and longer shelf-life products. | Improved oxygen protection while keeping a PE-rich structure. | EVOH percentage, OTR at stated RH, flex-crack resistance and local recycling guidance. |
| MDO PE//Tough PE Sealant | Detergent refills, larger pouches and heavier contents. | Better drop resistance, seal strength and chemical compatibility. | ESCR, spout bonding, burst test, drop test and product compatibility. |
| MDO PE//Specialty PE | Easy-open, anti-slip, freezer or high-hot-tack applications. | Adds a specific function without changing the outer print web concept. | Functional layer performance and effect on recyclability claims. |
For more detail on oxygen-barrier structures, read the PE-EVOH-PE high-barrier film guide. Buyers that need finished bags rather than rollstock can also evaluate recyclable mono-material pouches based on the required application and closure system.
Where MDO PE Works Well
Food and Frozen Food Packaging
A clear print-grade film is often considered for snacks, bakery products, frozen vegetables, dumplings, dry ingredients and other products that need good shelf appearance and a PE sealant. Frozen applications require a sealant with low-temperature toughness and seals that remain reliable after freezing and transport.
Pet Food and Pet Treats
Dry pet food and treats may use MDO PE//PE when moisture protection is the main requirement. Higher-fat or oxygen-sensitive formulas may need a barrier PE web. The MDO PE pet food packaging guide explains how product fat content, pack weight, drop performance and shelf life affect the structure.
Detergent and Household Refill Pouches
MDO PE can provide printability and stiffness for laundry liquid, household cleaner and refill pouches. The inner film must be selected for chemical compatibility, environmental stress-cracking resistance, hot tack, spout sealing and drop resistance. Product testing is essential because different formulas can attack sealant layers or weaken seals over time.
Personal Care and Dry Consumer Products
Shampoo refills, wipes, powders, sanitary products and dry industrial goods can benefit from PE-based structures when the required barrier and mechanical performance are moderate. Matte grades may be used where a lower-gloss appearance is needed, but the surface must still meet print and adhesive requirements.
Where It Is Not Suitable or Requires Caution
MDO PE should not be selected only because a project has a recyclability target. It must first protect the product and run reliably. Use extra caution in the following cases:
- Retort, steam sterilization or other high-temperature processes where standard MDO PE may shrink, distort or lose dimensional stability.
- Very high oxygen- or aroma-barrier applications where an uncoated MDO PE//PE structure cannot meet shelf-life targets.
- Bone-in meat, sharp hardware or other severe puncture applications that may still need PA or a specially reinforced PE structure.
- Packages that depend on the outer web for direct heat sealing unless the selected MDO PE grade is specifically designed and tested for sealing.
- Aggressive chemicals, fragrances, oils or surfactants without long-term compatibility and stress-cracking tests.
- Sterile medical-device packaging without validated clean production, sterilization compatibility and regulatory documentation.
- Lines with high drying temperatures or unstable web tension where a trial has not confirmed register, curl and roll handling.
When PET-level heat resistance or very stable high-speed processing remains the priority, PET/PE laminated film may still be the safer reference structure until the PE-based alternative passes full validation.
MDO PE vs BOPE and PET/PE
These materials can all act as outer webs, but they do not behave the same way. The table below gives a practical selection view.
| Factor | MDO PE | BOPE | PET/PE |
| Orientation | Mainly machine direction. | Machine and transverse directions. | Biaxially oriented PET outer web with PE sealant. |
| Strength balance | High MD stiffness; lower TD balance. | More balanced MD/TD strength. | High stiffness and dimensional stability. |
| Heat resistance | Grade-dependent; generally lower than PET. | Grade-dependent; generally lower than PET. | Usually the strongest option for drying and heat stability. |
| PE-family design | Supports mono-PE or PE-rich laminates. | Supports mono-PE or PE-rich laminates. | Multi-material PET/PE structure. |
| Best use | Stiff print web, downgauging and PE-based laminates. | Balanced toughness and clarity for demanding pouch formats. | Established print, heat and line-performance reference. |
| Main caution | Directional properties and shrinkage must be controlled. | Availability, grade selection and sealing design. | Less compatible with PE-only recycling routes. |
For a deeper technical comparison, see MDO PE vs BOPE. The BOPE film product page also shows typical commercial formats and project information required for quotation.
How to Choose Thickness and Roll Specification
CloudFilm commonly evaluates 20, 25 and 32 μm options for print-web applications, but the correct gauge depends on resin design and total laminate performance. A thinner film can reduce material use, yet it must still hold register, resist stretching and provide enough stiffness for the pouch format.
| Common Gauge | Typical Starting Point | Selection Notes |
| 20 μm | Light packs, small pouches and projects focused on downgauging. | Requires stable gauge profile, good web handling and careful heat control. |
| 25 μm | General-purpose print web for many food, pet food and refill projects. | Often a practical balance of stiffness, yield and converting stability. |
| 32 μm | Larger packs, higher stiffness needs or lines that prefer a more robust web. | Higher material use; confirm whether the extra stiffness is necessary. |
Roll width, roll diameter and core size must match the press, laminator or bag-making line. Buyers should also specify winding direction, printed side, treatment side, maximum splice count, edge tolerance and pallet limits. These details reduce setup time and prevent unusable rolls even when the film chemistry is correct.
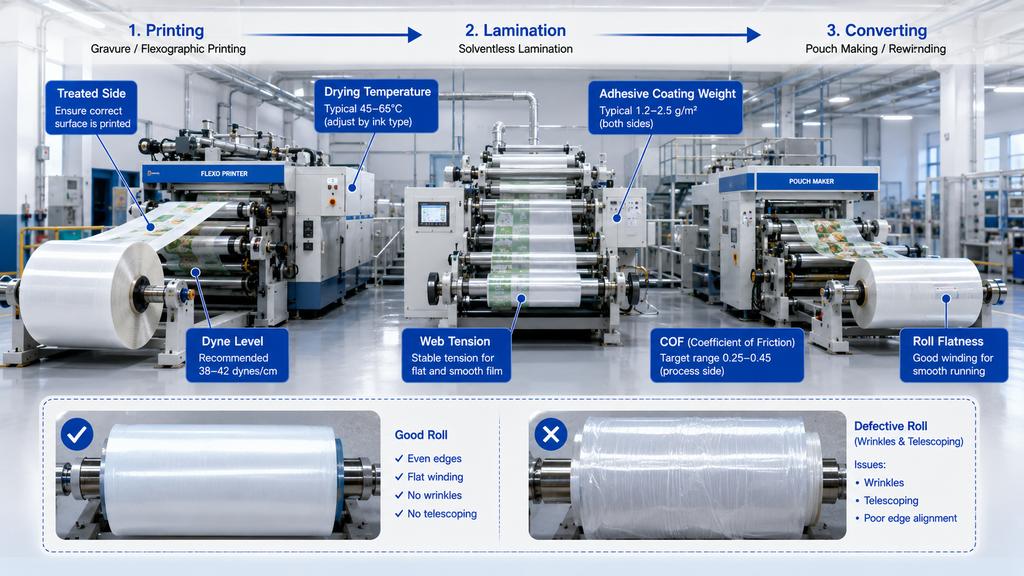
Printing, Lamination and Converting
A treated MDO PE surface can support gravure or flexographic printing, but surface energy changes during storage. Confirm the treated side and minimum dyne level at the planned printing date. Do not rely only on the value measured at production.
The corona treatment guide explains how surface energy affects ink wetting and adhesive anchorage. For lamination, the film lamination process guide provides a practical overview of adhesive type, coating weight, drying, curing and bond-strength checks.
Converters should start with conservative web tension and drying temperature, then adjust gradually. Too much heat can increase shrinkage and register movement. Uneven tension can produce curl, wrinkles or tracking problems. COF must be agreed for both converting and the final filling line, especially when pouches must open, feed or stack automatically.
Sample Testing and Approval Process
A structured trial is more reliable than comparing only TDS values. Use the following sequence before commercial conversion:
- Define the current structure, packed product, shelf-life target and reason for changing material.
- Agree on the proposed MDO PE grade, sealant web, total thickness and barrier structure.
- Review the supplier TDS, food-contact or chemical documentation and sample identification.
- Complete laboratory checks for thickness, dyne, COF, tensile properties, shrinkage and appearance.
- Run printing and lamination trials using recorded tension, temperature, adhesive and curing conditions.
- Convert pouches or rollstock and test seals, leakage, drop resistance, puncture, barrier and finished-pack appearance.
- Run filling-line and storage trials before approving the commercial specification and control limits.
| Trial Stage | Minimum Checks | Approval Evidence |
| Incoming film | Thickness, width, treatment side, COF, appearance and roll quality. | Inspection record and COA comparison. |
| Printing | Ink wetting, register, color density, rub and tape adhesion. | Printed trial samples and press settings. |
| Lamination | Appearance, bond strength, residual solvent where relevant and curing. | Peel results and curing record. |
| Pouch making | Seal window, hot tack, curl, cut quality and zipper/spout fit. | Pouch samples and machine settings. |
| Pack validation | Leak, drop, compression, barrier, transport and shelf-life tests. | Approved test report and retained samples. |
A more complete inspection framework is available in the flexible packaging quality control guide.
How to Evaluate an MDO PE Film Manufacturer or Supplier
Supplier evaluation should focus on repeatability and technical support, not only price per kilogram. A capable partner should explain which performance comes from the MDO PE web and which comes from the sealant, adhesive or barrier layer. The supplier should also be willing to review the customer’s current structure instead of offering one grade for every application.
- Ask whether the supplier controls orientation, annealing, gauge profile, corona treatment and winding quality.
- Request a grade-specific TDS and clarify which values are typical and which are guaranteed.
- Confirm batch traceability, COA format, food-contact documentation and change-control procedure.
- Check whether A4 samples, trial rolls and technical feedback are available before a bulk order.
- Review export packaging, pallet design, lead time, slitting capability and complaint-handling process.
- Ask for realistic limits. A supplier that clearly identifies unsuitable applications is usually more reliable than one that promises one film can solve every problem.
Buyers comparing sourcing options can review MDO PE film manufacturers in China and then verify each candidate against their own technical and commercial requirements.

Information to Include in an RFQ
A complete request for quotation helps the manufacturer select the right grade and prevents repeated questions. Include the following information whenever possible:
| RFQ Item | Information to Provide |
| Application | Packed product, pack format, fill weight and target market. |
| Current structure | Each layer, thickness and current supplier TDS if available. |
| Performance target | Shelf life, OTR, WVTR, drop, puncture, seal strength and heat resistance. |
| Printing and lamination | Gravure or flexo, ink system, adhesive type, line speed and drying temperature. |
| Film dimensions | Thickness, width, roll diameter, core size, winding direction and splice limit. |
| Surface requirements | Treatment side, target dyne, COF, haze, gloss and matte level. |
| Commercial data | Trial quantity, annual volume, destination port, Incoterm and required delivery date. |
| Documentation | Food contact, SDS, COA, migration, recycling-design or customer-specific forms. |
When some data are unknown, send a photo of the current package, a small film sample or the existing technical data sheet. An experienced supplier can use this information to propose a trial specification, but final approval must still come from testing on the real packaging process.
Frequently Asked Questions
Is MDO PE film recyclable?
It can support a PE-based package designed for PE recycling streams, but the claim applies to the complete package, not the outer web alone. Adhesives, inks, EVOH content, coatings, zippers, spouts and local collection systems must be considered. Review the target market’s design-for-recycling rules before printing a recycling claim.
Can MDO PE replace PET in every PET/PE laminate?
No. It may replace PET in selected dry food, frozen food, pet food and refill applications, but PET often provides higher heat resistance and very stable web handling. The replacement must be validated for printing, lamination, barrier, sealing and filling-line performance.
What is the difference between MDO PE and BOPE?
MDO PE is stretched mainly in the machine direction, while BOPE is oriented in both MD and TD. MDO PE often offers strong MD stiffness; BOPE usually provides a more balanced strength profile. The better choice depends on pouch format, processing conditions and the required mechanical balance.
Does standard MDO PE provide high oxygen barrier?
Normally no. Standard clear MDO PE mainly contributes stiffness, printability and moisture resistance. High oxygen barrier usually comes from EVOH, a coating or another barrier component in the complete laminate.
Can MDO PE be heat-sealed directly?
Some specialized grades may be sealable, but many print-web grades are intended to be laminated to a separate PE sealant. Always confirm the grade’s sealing function, seal initiation temperature, seal window and strength before designing a single-web package.
Which thickness should I choose?
A 25 μm print web is a common starting point for many projects. A 20 μm film may suit downgauging and smaller packs, while 32 μm may help larger packs or lines that need more stiffness. The choice must be based on the resin grade and total laminate, not thickness alone.
What corona treatment level is required?
The required level depends on ink and adhesive systems. Buyers should specify the treated side and minimum dyne level at use, not only at production. The converter should recheck surface energy before printing or lamination, especially after long storage.
Can it be used with solventless adhesive?
Often yes, if the surface treatment, adhesive chemistry, coating weight and curing conditions are compatible. A lamination trial and peel-strength test are still necessary because slip additives, ink systems and storage conditions can affect bonding.
Is MDO PE suitable for frozen food?
It can be suitable when paired with a PE sealant designed for low-temperature toughness. Validate seal integrity, impact resistance, curl, brittleness and package performance after freezing, transport and thawing.
What causes wrinkles or curling in MDO PE laminates?
Common causes include unbalanced tension, excessive drying heat, thermal shrinkage, uneven adhesive curing, gauge variation or an unbalanced laminate structure. Record machine settings and isolate whether the issue starts at printing, lamination, slitting or pouch making.
What sample options should a supplier provide?
A4 sheets are useful for basic identification, surface and laboratory checks. Trial rolls are more valuable for printing, lamination and line testing. The sample should have a clear batch number, production date, treated side and grade identification.
What should be confirmed before a bulk order?
Approve the exact grade, thickness, width, roll diameter, core, treatment side, COF, winding direction, splice limits, packing method, technical documents and acceptance criteria. Keep approved samples and the final signed specification for future batch comparison.
Final Selection Advice
Choose MDO PE when the project needs a stiff PE-based print web and when the full laminate can meet product protection and processing requirements. Start with the simplest workable structure, add barrier only when the product needs it, and validate the film on the real printing, lamination, pouch-making and filling lines. For wider design considerations, consult the recyclable flexible packaging guide.
CloudFilm supports international buyers, packaging engineers, converters and distributors with grade selection, samples, trial rolls and export specifications. Send your current laminate, application, target performance, film dimensions and destination port to receive a practical recommendation and quotation.