Heat sealable BOPP film is a coextruded or coated biaxially oriented polypropylene film with at least one surface engineered to form a seal under controlled heat, pressure, and dwell time. It is a practical choice for clear, stiff, moisture-resistant packaging when the pack must run on HFFS, VFFS, overwrapping, or other automatic lines.
The correct grade is not selected by thickness alone. A buyer must confirm the sealable side, seal initiation temperature, usable sealing window, hot tack, seal strength, coefficient of friction, surface treatment, shrinkage, optical properties, roll dimensions, and the packed product. For current product options and typical data, review CloudFilm’s heat sealable BOPP film specifications.

What Is Heat Sealable BOPP Film?
BOPP is polypropylene film stretched in both the machine direction and transverse direction. This orientation improves stiffness, tensile strength, clarity, gloss, and dimensional consistency. Standard BOPP does not necessarily seal reliably to itself. A heat-sealable grade adds a lower-melting functional skin or coating that activates before the main oriented polypropylene core loses dimensional stability.
The film may be designed as a single web, an inner web in a laminate, or an outer printed web with specific sealing behavior. Industry portfolios commonly offer one-side sealable, two-side sealable, low-SIT, broad-seal-window, low-COF, anti-static, white, matte, metallizable, and overwrap grades. The variety exists because a biscuit wrapper, a tissue overwrap, and a high-speed snack line do not create the same sealing and transport conditions.
For a broader explanation of stiffness, optics, moisture resistance, and other base-film characteristics, see the BOPP film properties, benefits and uses guide.
How the seal is formed
A heat seal is created when the sealable surfaces receive enough thermal energy under pressure for a sufficient time. The seal layer softens, contacts the opposite web, and develops molecular adhesion as the joint cools. Temperature alone does not define the result. Jaw design, pressure, dwell time, line speed, contamination, film orientation, and cooling all influence seal integrity.
SIT is not the same as the operating temperature
Seal initiation temperature, or SIT, is the lowest temperature at which a specified test method produces a defined minimum seal. The packaging machine may need to run at a higher jaw setting because heat transfer is affected by speed, jaw coating, film thickness, and product conditions. Buyers should compare SIT values only when the test method and acceptance criterion are comparable.
Quick Grade Selection Table
| Packaging Need | Recommended Starting Grade | Main Properties to Confirm | Main Risk if Incorrect |
|---|---|---|---|
| Direct single-web pillow pack | One-side or two-side heat sealable clear BOPP | Seal side, SIT, hot tack, COF, shrinkage | Weak seals, wrong film orientation, jaw sticking |
| High-speed HFFS or VFFS | Low-SIT or broad-window grade | Hot tack, seal curve, hot slip, anti-static | Packs open before cooling or film drags on the line |
| Tight overwrap | Two-side sealable overwrap grade | Shrink profile, stiffness, jaw release, slip | Loose packs, wrinkles, distorted corners |
| Printed packaging | Treated printable/sealable grade | Treatment side, dyne retention, ink system, slip | Poor ink adhesion or sealing on the wrong surface |
| Lamination inner web | One-side treated, sealable BOPP | Lamination bond, sealant compatibility, COF | Delamination or narrow seal window |
| Moisture-sensitive dry food | Clear or metallized PP-based structure | WVTR, seal integrity, package structure | Loss of crispness or shortened shelf life |
| Oily, heavy, sharp, or high-barrier product | Usually a laminate rather than simple monoweb | Puncture, oxygen barrier, seal-through-contamination | Leaks, punctures, insufficient shelf life |
Main Heat Sealable BOPP Grades
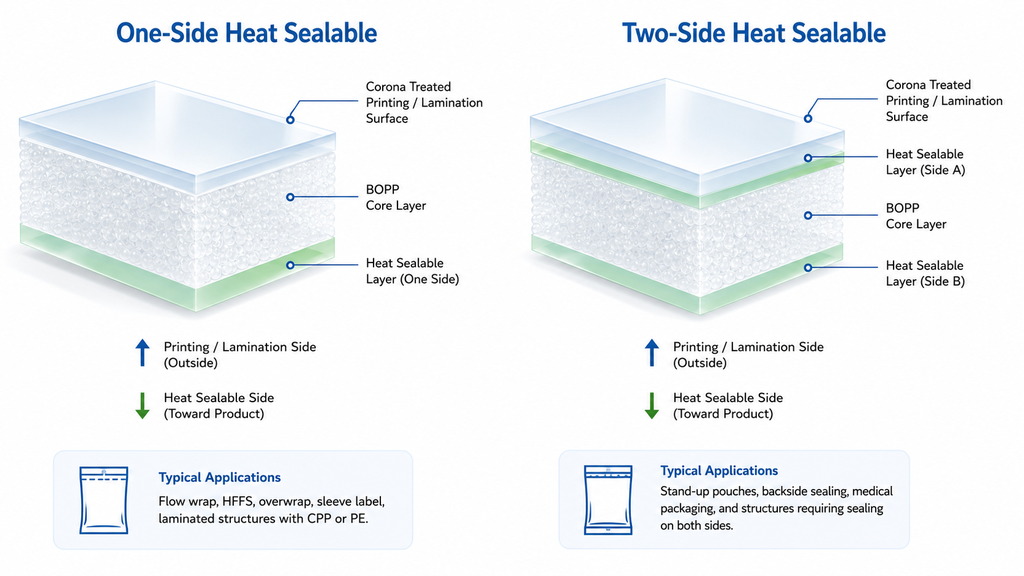
One-side heat sealable BOPP
This grade has one primary sealing surface. The opposite surface may be corona treated for printing, coating, or lamination. It is useful when the web path and package design keep the sealant side consistently facing inward. It can reduce confusion in structures where the outer surface has a separate printing or bonding function.
Confirm the winding direction and identify which side faces the product. A technically correct film can still fail if the roll is wound with the sealable side in the wrong orientation for the machine.
Two-side heat sealable BOPP
Both surfaces can participate in heat sealing. This provides more flexibility for overwraps, lap seals, pillow packs, and packaging formats in which both sides may contact a heated jaw or another PP surface. One side may also be treated for printing.
Two-side sealability does not mean both surfaces have identical slip, treatment, or seal curves. The technical data sheet should state the function of each side.
Low-SIT and broad-seal-window grades
Low-SIT film begins to form a useful seal at a lower temperature than a standard grade. A broad sealing window remains stable over a wider range of settings. These properties are valuable on high-speed lines, during frequent speed changes, or when the product is heat sensitive.
Low SIT alone is not enough. A buyer should also review hot tack and the upper limit of the operating window. A film that seals early but shrinks, sticks, or distorts at normal production settings may still be unsuitable.
Controlled-slip and anti-static grades
COF controls how the web moves over forming shoulders, rollers, guides, and finished packs. Anti-static performance helps reduce dust, powder, and paper-fibre attraction. Tissue packaging and lightweight overwraps often need closer control of these properties than simple laboratory seal tests reveal.
Special optical and functional grades
Clear high-gloss grades support product visibility. White or cavitated grades provide opacity and higher yield by area. Matte grades create a different surface appearance. Anti-fog, metallized, or coated grades add functions that a standard transparent film does not provide. These films should be selected as distinct specifications, not treated as interchangeable finishes.
Technical Properties That Matter in Purchasing
Seal initiation temperature and sealing window
CloudFilm’s standard product information gives a practical starting range of approximately 110–140°C for many grades, but actual grades in the market may begin sealing lower or require different operating settings. The final range must be confirmed on the buyer’s machine. The heat sealable BOPP film seal temperature guide explains how temperature, pressure, and dwell time should be tested together.
Ask the supplier for a seal-strength curve rather than one isolated temperature. A curve shows whether seal strength rises gradually, reaches a stable plateau, or drops when the film begins to shrink or distort.
Hot tack
Hot tack is the strength of a seal before it has fully cooled. It matters when product weight or machine movement loads the seal immediately after the jaws open. High-speed vertical packing and heavier contents often expose weak hot tack even when the cooled laboratory seal strength looks acceptable.
Final seal strength
Final seal strength should be measured under stated conditions, including jaw temperature, pressure, dwell time, sample width, conditioning, and peel speed. The required value depends on pack weight, distribution stress, seal width, and whether the seal is meant to be permanent or easy to open.
Coefficient of friction
COF can be measured film-to-film or film-to-metal, and values may differ by side. A low value is not automatically better. Too much friction can cause drag and poor feeding; too little can cause uncontrolled slipping, unstable registration, or poor stacking. Share the existing film’s COF and the observed line problem whenever possible.
Surface treatment
Corona treatment supports ink, adhesive, or coating adhesion. Confirm which side is treated, the target dyne level, the test method, and treatment retention after storage. A treated surface can decay over time or be affected by additives migrating to the surface.
Optics and appearance
Haze, gloss, clarity, whiteness, opacity, and surface defects affect shelf appearance. Optical requirements should be linked to the actual pack. A transparent wrapper for premium biscuits may prioritize clarity and gloss, while a tissue bundle may prioritize stiffness and clean corners.
Thermal shrinkage and dimensional stability
BOPP can shrink when exposed to excessive heat. A small laboratory shrinkage value can become visible as wrinkles, curled seals, or distorted graphics on the machine. For tight overwrap, controlled shrink may be useful; for accurate printed registration, excessive shrink is a defect.
Barrier performance
Standard clear BOPP provides useful moisture resistance for many dry products, but it is not a universal oxygen, aroma, light, or grease barrier. Shelf-life validation must consider the entire package, including seal integrity. For products with demanding barrier targets, use a metallized, coated, or laminated structure.
Typical Specification Framework
The following table is a purchasing framework, not a universal technical data sheet. Exact values depend on grade and supplier.
| Item | Typical Purchasing Range or Option | What the Buyer Should Confirm |
|---|---|---|
| Film type | Clear coextruded or coated BOPP | One-side or two-side sealable; treatment arrangement |
| Thickness | Commonly about 15–40 μm for many packaging grades | Tolerance, yield, stiffness, pack weight, machine suitability |
| Width | Custom slit width | Usable width, edge trim, tolerance, slit quality |
| Core | Commonly 3-inch or 6-inch | Inner diameter, core material, protrusion, chuck compatibility |
| Roll diameter | Project specific | Maximum machine unwind diameter and shipping limit |
| Seal range | Grade dependent | Test method, SIT, operating window, upper distortion limit |
| COF | Grade and side dependent | Static/dynamic, test side, film-to-film or film-to-metal |
| Treatment | One side or both sides | Dyne level, treated side, retention period |
| Haze and gloss | Clear, white, matte, or specialty | Test standard and approved visual sample |
| Winding | Inside or outside sealant/print side | Direction, splice rules, tension, telescoping limit |
| Compliance | Market and application dependent | Food-contact declaration, migration data, REACH/RoHS or local files |
| Packaging | Suspended, palletized, or export wrapped | Moisture protection, labels, pallet dimensions, roll identification |
For a more detailed explanation of thickness and yield decisions, read the BOPP film thickness guide for packaging buyers.
Where This Film Works Well
Biscuits, cookies, crackers, and bakery products
Clear sealable BOPP is widely used for dry bakery products that benefit from gloss, stiffness, and moisture protection. Low-SIT and good hot-tack grades can support fast flow-wrap lines. Crumbs in the seal area still require machine and jaw optimization.
Snacks and confectionery
Pillow packs, small sachets, and individual wraps may use a direct-seal monoweb or a PP-based laminate. The structure depends on oil content, aroma retention, shelf life, pack size, and required barrier.
Noodles, straws, stationery, and light industrial products
These products often need clear presentation, stable feeding, and clean heat seals without a heavy barrier structure. The film should be checked for puncture demand and edge sharpness.
Tissue and paper-product overwrap
BOPP stiffness can create crisp packs and clear display. Controlled slip and anti-static performance become important because lightweight paper fibres and fast overwrap machinery can create feeding problems.
HFFS, VFFS, and overwrapping formats
Heat-sealable grades can be engineered for horizontal form-fill-seal, vertical form-fill-seal, overwrap, pre-made bags, sachets, and some lap-seal structures. Machine format alone does not determine the grade; seal geometry and web path must also be reviewed. Buyers comparing machine-ready structures can consult the flow packaging film supplier guide for food packaging lines.

Where It Is Not Suitable or Requires Caution
Retort, oven, or severe high-temperature processing
Standard heat-sealable BOPP is generally not the first choice for retort sterilization, ovenable packs, or processes with sustained high heat. These applications may require retort CPP, high-temperature PET-based structures, aluminum foil, or other validated laminates. For higher dimensional stability and temperature resistance, review heat sealable PET film as a separate option.
Heavy, sharp, or high-abuse products
A thin monoweb may lack puncture resistance, tear resistance, or seal robustness for hardware, sharp frozen products, bones, or heavy packs. A tougher laminate containing PE, CPP, BOPA, or another structural layer may be safer.
High oxygen, aroma, or light-barrier targets
Clear BOPP alone may not protect coffee, fatty snacks, sensitive powders, pharmaceuticals, or long-shelf-life foods sufficiently. Metallization, barrier coating, or a multilayer laminate may be required.
Seal-through-contamination applications
Powders, oil, crumbs, or liquid in the sealing area can reduce seal strength. A wider-window sealant such as CPP or PE, modified jaw design, product stripping, or a different packaging structure may be needed.
Peelable lidding and controlled opening
Standard permanent-seal BOPP is not automatically a peelable lidding film. Peel behavior must be designed for the tray material, sealant chemistry, sealing window, and required peel force.
Applications relying on unsupported claims of recyclability
A PP-based pack may support a mono-material strategy, but recyclability depends on the full structure, inks, adhesives, coatings, labels, local collection, and recycling infrastructure. Confirm the relevant design guidelines for the target market.
How to Choose Thickness
Thickness affects stiffness, yield, handling, puncture resistance, roll weight, and cost per square meter. It does not independently define seal quality.
Thin grades can improve yield and reduce material use, but they demand good gauge control, web tension, and machine stability. Thicker grades may improve stiffness and handling, but they can require more heat energy and increase material cost. A 20 μm and a 25 μm film with different sealant chemistry may perform very differently.
Use the current successful film as a baseline. Record thickness, density, unit weight, roll length, and machine settings. If the goal is downgauging, test package strength, seal integrity, stiffness, optical appearance, and production waste rather than approving the new film by micron alone.
Match the Film to the Packaging Machine
Horizontal form-fill-seal
HFFS lines used for biscuits, bars, and bakery products need stable registration, controlled hot slip, consistent end seals, and sufficient hot tack. Confirm fin-seal or lap-seal geometry and the direction of the treated and sealable surfaces.
Vertical form-fill-seal
VFFS lines place immediate load on the bottom seal as product drops into the bag. Hot tack, seal width, product weight, and contamination are critical. A film that works on an empty seal test may fail under real filling conditions.
Overwrapping
Overwrap applications require a balance of stiffness, slip, shrink behavior, jaw release, and sealability. Too much shrink can distort the pack; too little may leave a loose appearance.
Printing and lamination lines
Converters must confirm treatment side, ink and adhesive compatibility, drying conditions, residual solvent, winding tension, and aging time. The BOPP printing film page explains the separate requirements of a printing-focused outer web.
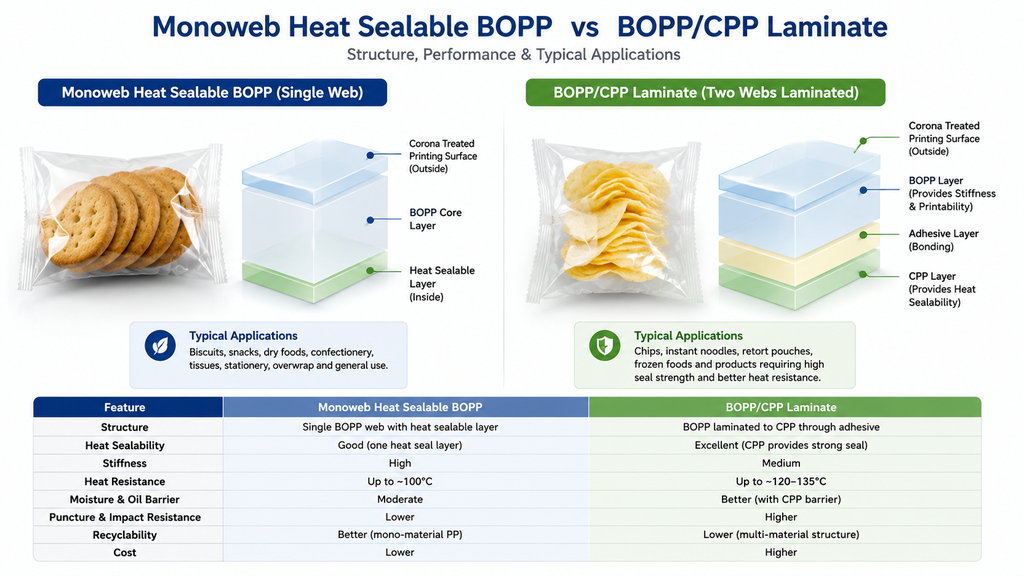
Monoweb or Laminate?
A direct-seal monoweb can simplify the structure, reduce total thickness, improve yield, and remove a lamination step. It works well when the product is light, dry, not highly oxygen sensitive, and compatible with the available sealing window.
A laminate is more appropriate when the pack needs stronger seals, higher puncture resistance, better oxygen or aroma barrier, reverse printing protection, or improved seal-through-contamination. BOPP/CPP is a common PP-based combination because BOPP contributes stiffness and print quality while CPP contributes sealing flexibility and hot tack.
The BOPP vs CPP film comparison helps buyers understand the different roles of oriented and cast polypropylene. For layer-by-layer structure decisions, use the BOPP film structure guide.
A Practical Seven-Step Selection Process
| Step | Buyer Action | Required Output |
|---|---|---|
| 1 | Define the product and shelf-life target | Product type, weight, oil/moisture sensitivity, storage period |
| 2 | Map the packaging machine | HFFS/VFFS/overwrap, speed, jaw type, seal geometry, maximum roll size |
| 3 | Record the current film | Structure, thickness, width, COF, treatment, roll direction, problems |
| 4 | Select candidate grades | One/two-side sealable, standard/low SIT, clear/specialty, monoweb/laminate |
| 5 | Review documents | TDS, compliance files, test methods, sample identification |
| 6 | Run laboratory and machine trials | Seal curve, hot tack, leak test, appearance, waste rate, line speed |
| 7 | Freeze the purchase specification | Approved grade, tolerances, winding, roll label, inspection and change-control rules |
Do not skip the last step. After a successful trial, convert the sample information into a controlled purchasing specification. Trade names can change, but the approved performance window and roll requirements should remain traceable.
Information to Send a Manufacturer or Supplier
A technically complete inquiry produces a faster and more accurate recommendation. Provide:
- Packed product and application
- Food or non-food contact status
- Pack format and finished pack dimensions
- Current material structure and thickness
- Required one-side or two-side sealing
- Printing, coating, or lamination process
- HFFS, VFFS, overwrap, or other machine type
- Machine model and normal operating speed
- Fin seal, lap seal, end seal, or special seal geometry
- Current jaw temperature, pressure, and dwell time
- Current problems, with photos or videos
- Required clarity, gloss, opacity, or matte appearance
- Barrier and shelf-life target
- Roll width, roll length or diameter, core size, and winding direction
- Annual or monthly consumption and order quantity
- Destination port and preferred trade term
- Required regulatory and quality documents
The packaging film parameters guide can help buyers organize technical values before requesting samples or quotations.
How to Evaluate a BOPP Film Manufacturer and Supplier
Supplier selection should cover more than unit price. A capable manufacturer or exporter should be able to connect material data with the buyer’s packaging process.
Technical grade control
Confirm that the supplier identifies each grade by structure, side function, treatment, thickness, and test method. Ask how specification changes are controlled and communicated.
Slitting and roll quality
Rolls should meet agreed width, diameter, core, winding, splice, edge, tension, and telescoping limits. Poor roll formation can stop a packaging line even when the film chemistry is correct.
Traceability and documents
Check roll labels, lot numbers, certificates of analysis where applicable, food-contact declarations, migration files, and export documents. Documentation should match the exact grade supplied.
Trial support
A supplier should help define sample size, trial conditions, and evaluation criteria. A4 sheets may support initial sealing checks, while a machine trial often requires a short roll in the exact width and winding direction.
Export and communication capability
International buyers should confirm packing method, pallet dimensions, lead time, shipment terms, claims procedure, and technical response time. CloudFilm’s flexible packaging film manufacturer profile explains its product range, export support, and project approach.
Common Buying Mistakes
- Ordering only by “BOPP, 20 micron” without defining the sealable side or grade
- Comparing SIT values from different test methods as if they were identical
- Approving a laboratory seal without running a filled-pack machine trial
- Ignoring winding direction and treated-side identification
- Assuming a thicker film always seals better
- Using a monoweb where the product needs higher puncture or oxygen barrier
- Selecting very low COF without checking registration and stacking
- Failing to define roll diameter, splice limits, and pallet dimensions
- Accepting a new lot without a change-control and traceability process
- Requesting a quotation without annual volume, destination, or compliance scope
Sample and Trial-Roll Test Checklist
Before bulk ordering, evaluate the candidate under controlled conditions:
- Confirm sample grade, lot, thickness, and side identification.
- Condition the film in the production environment before testing.
- Run a temperature series at controlled pressure and dwell time.
- Measure cooled seal strength and, where relevant, hot tack.
- Test empty packs and filled packs at normal and maximum speed.
- Inspect fin seals, end seals, corners, folds, and contaminated areas.
- Record jaw release, web tracking, static, blocking, noise, and waste.
- Perform leak, burst, drop, compression, or distribution tests as required.
- Check graphics, clarity, wrinkles, shrinkage, and pack shape.
- Retain approved samples and sign the final specification.

Frequently Asked Questions
1. Can standard non-sealable BOPP be heat sealed?
Standard BOPP may soften under high heat, but it does not provide the predictable sealing layer required for reliable commercial packaging. Specify a heat-sealable grade or use a compatible sealant layer.
2. What is a typical sealing temperature?
Many standard grades use a practical machine starting range around 110–140°C, while specialized low-SIT films may begin sealing at lower temperatures. The correct setting depends on the exact grade, speed, pressure, dwell time, jaw design, and product.
3. Should I buy one-side or two-side heat sealable film?
Choose one-side film when the web orientation is fixed and the opposite surface is dedicated to printing or lamination. Choose two-side film for greater sealing flexibility, overwraps, lap seals, or formats where either surface may need to seal.
4. Is 20 μm or 25 μm better?
Neither is universally better. The correct thickness depends on stiffness, yield, product weight, machine stability, roll length, and package strength. Compare candidate grades under the same operating conditions.
5. Can it run on a high-speed line?
Yes, when the grade has suitable SIT, hot tack, hot slip, anti-static properties, dimensional stability, and roll quality. Machine speed must be part of the supplier brief.
6. Can the film be printed?
Yes, if the intended surface has suitable treatment and is compatible with the ink system. Confirm the treated side, dyne level, treatment retention, and whether the film will be surface printed or reverse printed in a laminate.
7. Can it be laminated to CPP or PE?
Yes. The treated surface can be designed for adhesive or extrusion lamination, while the opposite side provides sealing. Adhesive compatibility, cure, bond strength, residual solvent, and final seal behavior must be validated.
8. Does clear BOPP provide enough barrier for food?
It provides useful moisture resistance for many dry foods, but oxygen, aroma, oil, and light-barrier needs may require metallized film, coated film, or a laminate. Shelf-life testing should use the final package.
9. Can it replace CPP?
Sometimes. A sealable BOPP monoweb may replace a more complex structure in light, dry applications. CPP is often preferred where flexibility, strong hot tack, wide sealing, or seal-through-contamination is more important.
10. What documents should I request?
Request the technical data sheet, side identification, test methods, food-contact declaration where applicable, migration or compliance files required by the destination market, and lot-level quality documents agreed in the contract.
11. Are A4 samples enough?
A4 sheets can verify appearance, side identification, printing, lamination, and initial laboratory seals. They cannot fully prove web handling, registration, static, winding quality, or performance at production speed. Use a trial roll before a large order when line risk is significant.
12. How should rolls be stored?
Keep them in original packaging, protected from moisture, direct sunlight, heat, dust, and large temperature changes. Allow cold rolls to reach production-room temperature before opening to reduce condensation and handling problems.
13. What is the normal MOQ?
MOQ depends on grade, thickness, width, master-roll plan, and whether the material is a standard production item. Ask whether multiple widths can be combined under one grade and whether a paid trial roll is available.
14. What causes a good seal in the lab but weak seals on the machine?
Common causes include shorter real dwell time, uneven jaw pressure, temperature loss, contamination, wrong film orientation, poor hot tack, excessive speed, worn jaw coatings, or immediate loading before cooling.
Request a Grade Recommendation and Quotation
CloudFilm supports international converters, packaging engineers, distributors, and brand owners with clear and specialty BOPP grades, custom slitting, sample sheets, trial rolls, and export coordination.
Send your packed product, current film structure, machine type, running speed, target thickness, roll width, sealable side, annual consumption, destination port, and any sealing or feeding problem. The technical team can recommend a suitable grade, confirm the required documents, and prepare a sample or quotation for evaluation.