Oxygen is one of the main reasons why packaged products lose flavor, color, aroma, texture, and active performance during storage. For food, oxygen can speed up oxidation, rancidity, mold growth, color change, and nutrient loss. For pharmaceutical, cosmetic, electronic, and chemical products, oxygen can also affect stability, sensitivity, and shelf life.
This is why oxygen barrier coating has become an important topic for flexible packaging buyers, converters, food brands, and packaging engineers. Instead of only increasing film thickness, a special coating or barrier layer can be added to a base film to reduce oxygen transmission and help the finished package protect the product for a longer time.
For buyers who need clear packaging, printable laminates, retort structures, vacuum bags, coffee pouches, tea pouches, or pharmaceutical pouches, choosing the right oxygen barrier coating is not only a technical decision. It is also a cost, supply chain, shelf-life, and brand protection decision.
CloudFilm high barrier films are designed for packaging projects where oxygen, moisture, aroma, and product stability are important. This guide explains how oxygen barrier coating works, which materials are commonly used, where it is applied, and how to choose a reliable oxygen barrier film manufacturer or supplier for your project.

What Is Oxygen Barrier Coating?
Oxygen barrier coating is a functional layer applied to a plastic film, paper-based web, aluminum-related structure, or other packaging substrate to reduce oxygen transmission through the package. In flexible packaging, the coating is usually very thin, but it can make a major difference in shelf-life performance.
The base film gives strength, printability, stiffness, heat resistance, or sealing support. The oxygen barrier coating provides the protective function. When both are combined correctly, the final packaging film can be clearer, lighter, more cost-efficient, or easier to process than a structure that depends only on thick materials.
In many packaging projects, oxygen barrier coating is used together with other layers. For example, a transparent coated PET film may be laminated with PE or CPP to create a sealable pouch. A coated BOPA or PET layer may be used with a puncture-resistant layer for vacuum meat packaging. A foil or metallized layer may be added when the product also needs strong light and moisture protection.
The goal is not simply to choose the strongest barrier material. The correct choice depends on product sensitivity, filling process, storage temperature, expected shelf life, pack format, printing method, sealing layer, and target cost.
Why Oxygen Barrier Matters In Flexible Packaging
Oxygen can slowly pass through many common packaging films. Standard PE, PP, CPP, and ordinary PET films may be suitable for many general products, but they may not provide enough protection for oxygen-sensitive goods.
Products such as coffee, tea, nuts, meat, cheese, milk powder, sauces, pet food, supplements, pharmaceuticals, and some technical materials often need better oxygen control. Without proper oxygen barrier, the package may look normal from the outside, but the product inside may lose quality before the expected shelf life.
For brand owners, this creates several risks: customer complaints, shorter selling periods, product returns, food waste, and damage to brand reputation. For converters, poor barrier selection can lead to failed trials, unstable lamination results, or repeated specification changes. For importers and distributors, weak barrier protection can become a bigger problem during long sea transportation and warehouse storage.
A well-designed oxygen barrier coating helps the package slow down oxygen ingress, protect aroma, reduce oxidation, and support more stable product quality from production to end use.
Common Oxygen Barrier Coating And Film Options
There is no single best oxygen barrier coating for every product. Each material has its own performance window, cost level, appearance, humidity resistance, processing behavior, and recycling consideration.
Below are the most common options used in modern flexible packaging.
ALOx Coated PET Film
ALOx PET film is a transparent high-barrier film made by coating aluminum oxide onto a PET base film. It provides strong oxygen and moisture barrier while keeping the film clear. This makes it useful for premium packaging where the product or printing needs to remain visible.
ALOx PET film is often selected for coffee, nuts, snacks, dry foods, healthcare products, and transparent high-barrier laminates. Compared with foil structures, it can provide a clearer appearance. Compared with standard PET, it gives much stronger barrier performance.
For packaging buyers, ALOx PET is attractive when they need both shelf-life protection and a premium clear look. It is also useful when metal detection, product visibility, or transparent window design is important.
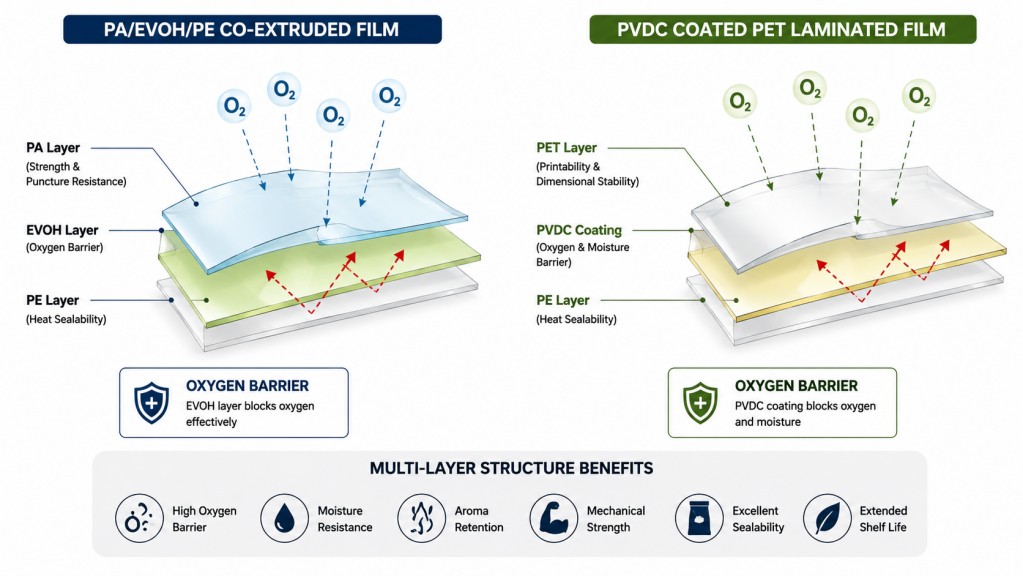
PVDC Coated Film
PVDC coating is a traditional high-barrier solution for oxygen, moisture, and aroma protection. It can be coated onto PET, BOPP, BOPA, or other base films depending on the structure requirement.
PVDC PET is often used as a clear, printable, high-barrier layer in laminated flexible packaging. It can support food, pharmaceutical, and technical applications where stable barrier performance is needed.
PVDC coated film is especially useful when buyers need a transparent film with both oxygen and moisture protection. However, the final choice should also consider local packaging regulations, sustainability targets, and end-market requirements.
EVOH Co-Extruded Film
EVOH is widely used as a high oxygen barrier layer in co-extruded films. It is usually placed inside a multi-layer structure and protected by PE, PP, PA, or other layers. EVOH provides excellent oxygen barrier when properly designed, but it must be protected from high humidity by outer layers because moisture can reduce its barrier performance.
Co-extrusion EVOH film is often used for meat, cheese, seafood, sauces, liquid food, medical packaging, and other oxygen-sensitive applications. It is a strong choice for vacuum packaging, MAP packaging, and high-barrier bag structures.
SiOx Coated Film
SiOx coating is another transparent barrier coating option. It is based on silicon oxide and is commonly used when a clear film with oxygen and moisture barrier is required. It can be used in food, medical, and technical packaging.
Compared with some metallized structures, SiOx coated film can keep transparency. Compared with ordinary PET or OPP film, it can offer stronger barrier protection. It may also be selected for applications where product visibility and clean appearance are important.
Metallized And Foil-Based Barrier Structures
When the product is highly sensitive to oxygen, moisture, aroma loss, and light, metallized films or aluminum foil laminates may be required. These structures are often used for coffee, tea, dry powder, pharmaceutical, and high-value food packaging.
PET foil laminate is a strong option when very high barrier and light blocking are required. It is less transparent than ALOx or SiOx structures, but it gives strong protection for products that cannot tolerate oxygen, water vapor, or light exposure.

How To Choose The Right Oxygen Barrier Structure
A packaging structure should be designed around the product, not only around a material name. A buyer may ask for oxygen barrier coating, but the real requirement may include oxygen barrier, moisture barrier, aroma retention, seal strength, puncture resistance, hot-fill resistance, retort resistance, or freezer resistance.
Before choosing a structure, the supplier should understand the product and the full packaging process.
Product Sensitivity
The first question is how sensitive the product is to oxygen. Coffee, nuts, meat, cheese, and pharmaceuticals may need much stronger oxygen control than dry snacks or general powder products. Products with oils, fats, active ingredients, aroma, color sensitivity, or long shelf-life targets usually need better barrier protection.
Moisture Requirement
Oxygen barrier alone is not enough for many products. A dry product may also need low water vapor transmission. A wet product may need strong seal performance and puncture resistance. EVOH has excellent oxygen barrier, but it needs protection against moisture. PVDC, ALOx, SiOx, metallized PET, and foil-based structures each behave differently under humidity.
Transparency Requirement
If the product or printing must be visible, transparent coated films such as ALOx PET, SiOx PET, PVDC PET, or EVOH co-extruded film may be better. If transparency is not important, metallized film or foil laminate may provide stronger total protection.
Printing And Lamination Process
Most flexible packaging structures need printing and lamination. The oxygen barrier layer must survive printing, adhesive lamination, slitting, pouch making, filling, and distribution. A good supplier should consider coating adhesion, surface treatment, roll tension, curing condition, and final laminate performance.
Seal Layer Selection
The barrier layer is usually not the sealing layer. PE, CPP, or special sealant films are commonly used inside the package. For example, PET or coated PET may be used as the outer barrier and printing layer, while PE or CPP provides heat sealing.
For buyers comparing material options, food packaging film can be a useful starting point because it connects film selection with actual food packaging requirements.
Main Applications Of Oxygen Barrier Coating
Oxygen barrier coating is used across many packaging markets. The same barrier concept can be adjusted into different structures for different products.
Coffee And Tea Packaging
Coffee and tea are sensitive to oxygen, moisture, aroma loss, and sometimes light. Roasted coffee also releases gas, so many coffee bags need both high-barrier material and a degassing valve. For premium coffee, the package must protect aroma and flavor during storage and transport.
Coffee packaging bags often use high-barrier structures such as PET/AL/PE, PET/EVOH-PE, metallized laminates, or other barrier films. The structure depends on whether the package is flat bottom, side gusset, stand-up pouch, drip coffee sachet, or single-serve format.
Tea packaging pouches also need strong protection against aroma loss and moisture. For loose tea, tea bags, powder tea, and premium herbal blends, oxygen barrier coating can help preserve fragrance and product quality.
Meat, Cheese, And Seafood Packaging
Fresh meat, processed meat, cheese, seafood, and frozen products often require vacuum packaging, MAP packaging, or skin packaging. Oxygen barrier helps reduce oxidation, discoloration, and flavor loss. Puncture resistance and seal strength are also important because many of these products have sharp edges, bones, or high moisture content.
EVOH bags are commonly used for meat, seafood, cheese, sauces, and liquid food. PA/EVOH/PE and PE/EVOH/PE structures can support longer shelf life when the structure is matched with the product and storage condition.
Snacks, Nuts, And Dry Food
Nuts, chips, cereals, biscuits, dried fruits, and powders can be sensitive to oxygen and moisture. Oxygen can cause rancidity in oily products, while moisture can affect crispness and texture. Barrier coating helps reduce these risks.
For dry food packaging, buyers often compare transparent coated PET, metallized PET, metallized BOPP, PE sealant films, CPP sealant films, and foil laminates. The best structure depends on shelf-life target, product fat content, pack size, and required shelf appearance.
Pharmaceutical And Healthcare Packaging
Pharmaceutical powders, tablets, capsules, diagnostic materials, and healthcare products may require high barrier, clean sealing, and stable performance. Oxygen barrier coating can help protect sensitive ingredients, but buyers must also review regulatory requirements, migration limits, documentation, and final package validation.
For pharmaceutical applications, oxygen barrier film selection should be handled carefully. The supplier should provide technical data, sample rolls, and structure suggestions based on the product and filling process.
Cosmetics, Chemicals, And Technical Products
Some cosmetics, adhesives, electronic components, and chemical products are sensitive to oxygen, moisture, or aroma loss. In these markets, the film may also need chemical resistance, antistatic performance, stiffness, or special sealing behavior.
Oxygen barrier coating can be part of a technical laminate that protects active ingredients, prevents odor loss, or supports long-distance export packaging.
Key Performance Data Buyers Should Check
When discussing oxygen barrier coating with a manufacturer or supplier, buyers should not only ask for the material name. They should ask for performance data and testing conditions.
OTR
OTR means oxygen transmission rate. It shows how much oxygen passes through the film under specific test conditions. A lower OTR usually means stronger oxygen barrier. However, the number only makes sense when the test temperature, humidity, and film thickness are clear.
WVTR
WVTR means water vapor transmission rate. This is important for products that are moisture-sensitive. A film may have excellent oxygen barrier but weak moisture barrier, so both OTR and WVTR should be reviewed together.
Adhesion And Coating Stability
The coating should remain stable during printing, lamination, slitting, pouch making, and filling. Poor coating adhesion may cause barrier loss, delamination, or appearance defects.
Heat And Humidity Resistance
Some structures perform well under dry conditions but lose barrier under high humidity or heat. If the product is hot-filled, retorted, frozen, or stored in tropical areas, the supplier should recommend a structure that can handle those conditions.
Sealing Performance
The barrier film must be combined with the right sealant layer. Seal strength, hot tack, low-temperature sealing, contamination resistance, and seal window are important for the final package.
Roll Quality
For converters, roll quality is very important. The film should have stable thickness, good flatness, proper winding, clean edges, correct corona treatment, and reliable roll-to-roll consistency. These details affect printing speed, lamination quality, and waste rate.
Oxygen Barrier Coating Vs High Barrier Film
Oxygen barrier coating and high barrier film are closely related, but they are not always the same thing.
Oxygen barrier coating usually refers to a functional coating applied onto a base material. High barrier film is a broader term. It may include coated film, co-extruded film, metallized film, foil laminate, PVDC coated film, EVOH film, ALOx film, SiOx film, or other structures.
In real purchasing, buyers usually need a high barrier film solution, not only a coating. The final structure may include a barrier layer, printing layer, adhesive layer, sealing layer, and sometimes a puncture-resistant or light-blocking layer.
This is why it is useful to work with a supplier that understands both film production and flexible packaging conversion. A material that looks good on a data sheet may not always be the best choice after printing, lamination, filling, transport, and storage.
Supplier Selection: What To Ask Before Buying
Choosing an oxygen barrier coating supplier is not only about price. A low price may become expensive if the film fails during lamination or does not meet the shelf-life target.
A professional oxygen barrier film manufacturer should be able to discuss both material performance and real packaging conditions.
Basic Project Information
Before asking for a quote, buyers should prepare the product name, package format, target shelf life, storage condition, filling temperature, sterilization requirement, printing method, bag size, roll width, thickness, and estimated quantity.
Technical Questions For The Supplier
Ask which barrier structures are suitable for your product. Ask whether the supplier recommends ALOx PET, PVDC PET, EVOH co-extruded film, metallized film, foil laminate, or another structure. Ask why that structure is suitable.
Also ask for OTR, WVTR, thickness tolerance, surface treatment, recommended lamination process, sealing layer options, food-contact documents, sample availability, MOQ, lead time, and export packing method.
Trial And Validation
For new projects, it is better to test samples before bulk production. A4 sheets may be useful for appearance review, but roll samples are more useful for printing, lamination, sealing, and machine testing. The final test should be done on the customer’s actual product and packaging line.
Manufacturer Or Trader
For long-term B2B purchasing, working with a direct oxygen barrier film manufacturer or experienced flexible packaging film supplier can reduce communication risk. The supplier should understand production, coating, slitting, lamination structures, and export requirements.
CloudFilm works with global packaging buyers, converters, importers, and brand owners who need custom flexible packaging films, including PET, BOPP, BOPA, CPP, PE, EVOH, PVDC, ALOx, metallized, and foil-based structures.

Practical Structure Examples
The following examples are only general references. The final structure should be confirmed according to the product, filling line, shelf-life target, and local market requirements.
Transparent High-Barrier Dry Food Pouch
A possible structure may use ALOx PET or PVDC PET as the outer barrier layer, laminated with PE or CPP as the inner sealant layer. This can be used for nuts, snacks, powder, dried fruit, or premium dry food when a clear or partly clear package is required.
Coffee And Aroma-Sensitive Packaging
A coffee pouch may use PET/AL/PE, PET/VMPET/PE, PET/EVOH-PE, ALOx PET/PE, or other barrier laminates. The choice depends on aroma protection, oxygen barrier, moisture barrier, light blocking, valve requirement, and packaging format.
Vacuum Meat Or Cheese Packaging
A common direction is PA/EVOH/PE or PA/PE with an added high-barrier layer. The structure should balance oxygen barrier, puncture resistance, flexibility, and sealing strength.
PA/PE film is often used when toughness and sealability are important, especially for vacuum, frozen, meat, cheese, sauce, and medical packaging.
Retort Or High-Temperature Packaging
Retort products need special structures that can withstand sterilization temperature and pressure. Oxygen barrier coating alone may not be enough. The whole laminate, adhesive, ink, and sealant layer must be designed for retort conditions.
Pharmaceutical Powder Or Sensitive Material Packaging
A structure may use PET, foil, EVOH, PVDC, or other high-barrier layers depending on the product. Documentation, clean sealing, migration control, and validation are very important in this field.
Sustainability And Oxygen Barrier Coating
Sustainability is becoming more important in packaging decisions, but it must be balanced with product protection. A package that is easier to recycle but cannot protect the product may cause more waste through product loss. A high-barrier package should reduce product damage, extend shelf life, and support efficient logistics.
Some buyers are exploring mono-material PE or PP structures with EVOH barrier layers. Others use transparent coated PET to reduce foil usage while keeping good barrier. Some applications still require foil or metallized layers because the product is too sensitive.
The best approach is to compare several structures side by side: barrier performance, material reduction, recyclability target, packing speed, cost, shelf life, and local recycling conditions. A good supplier should help the buyer find the most balanced solution instead of recommending only one material for every project.
FAQ About Oxygen Barrier Coating
1. What is oxygen barrier coating used for?
Oxygen barrier coating is used to reduce oxygen transmission through packaging films. It helps protect products from oxidation, aroma loss, color change, flavor loss, and shelf-life reduction.
2. Which products need oxygen barrier packaging?
Common products include coffee, tea, nuts, meat, cheese, seafood, milk powder, sauces, pet food, supplements, pharmaceuticals, cosmetics, chemicals, and sensitive electronic materials.
3. Is oxygen barrier coating the same as moisture barrier coating?
No. Oxygen barrier and moisture barrier are different properties. Some materials provide both, while others are stronger in one area. Buyers should review both OTR and WVTR.
4. Which film has the best oxygen barrier?
There is no single answer for every product. Foil laminates, EVOH, PVDC, ALOx, SiOx, and metallized films can all provide strong barrier in different structures and conditions.
5. Is ALOx PET film transparent?
Yes. ALOx PET film is usually transparent and can provide high oxygen and moisture barrier while keeping product visibility and a clean shelf appearance.
6. Is EVOH good for oxygen barrier?
Yes. EVOH is known for excellent oxygen barrier, especially when protected inside a co-extruded structure. However, it should be protected from high humidity for stable performance.
7. What is PVDC coated film used for?
PVDC coated film is used for high-barrier food, pharmaceutical, and technical packaging. It can help reduce oxygen, moisture, and aroma transmission.
8. Can oxygen barrier coating be used for recyclable packaging?
In some structures, yes. For example, mono-PE or mono-PP structures may include a small EVOH barrier layer. The final recyclability depends on local recycling rules and the full packaging design.
9. Can coated barrier film be printed?
Many coated barrier films can be printed, but the correct surface treatment, ink system, and lamination process must be confirmed. Sample testing is recommended.
10. What information should I send to get a quote?
Send the product name, application, target shelf life, storage condition, film structure if known, thickness, width, roll length, bag size, printing requirement, quantity, and destination port.
11. Can I use the same barrier film for all food products?
No. Different products need different barrier levels, sealing layers, stiffness, puncture resistance, and heat resistance. A structure for coffee may not be suitable for meat, sauce, or retort food.
12. What is more important, OTR or WVTR?
Both can be important. OTR is related to oxygen protection. WVTR is related to moisture protection. The priority depends on the product.
13. Do I need roll samples before bulk order?
For new structures, yes. Roll samples help test printing, lamination, sealing, machine running, and real product performance.
14. How can I compare different oxygen barrier film suppliers?
Compare technical data, sample quality, coating stability, thickness tolerance, roll quality, export experience, lead time, communication speed, and ability to recommend structures based on your product.
15. Can CloudFilm customize oxygen barrier film structures?
Yes. CloudFilm can discuss customized high-barrier film structures based on product type, shelf-life target, packing process, required thickness, width, and order quantity.
Conclusion
Oxygen barrier coating is a key technology for flexible packaging that needs longer shelf life, better aroma retention, improved product stability, and stronger protection during storage and transport. It can be used in transparent coated PET films, PVDC coated films, EVOH co-extruded films, metallized structures, foil laminates, and other high-barrier packaging solutions.
The best structure should be selected according to the product, shelf-life target, moisture sensitivity, transparency requirement, printing method, sealing layer, and final packaging format. For B2B buyers, the most practical step is to discuss the real application with an experienced oxygen barrier film manufacturer or supplier before confirming the specification.
If you are developing food, pharmaceutical, coffee, tea, meat, cheese, snack, powder, or technical packaging that needs oxygen protection, CloudFilm can help you compare different barrier film options and prepare a structure proposal for testing.

















