MDO PE/PE is usually the better choice when a packaging project prioritizes a PE-based recycling path, lower material density and good pouch stiffness at moderate processing temperatures. PET/PE remains the safer choice when the converter needs a wider thermal window, very stable print registration, established high-speed performance or a structure that has already passed demanding shelf-life tests. Neither laminate is automatically better for every pouch. The correct decision depends on barrier, heat, sealing, drop resistance, appearance, machine settings and the recycling requirements of the destination market.
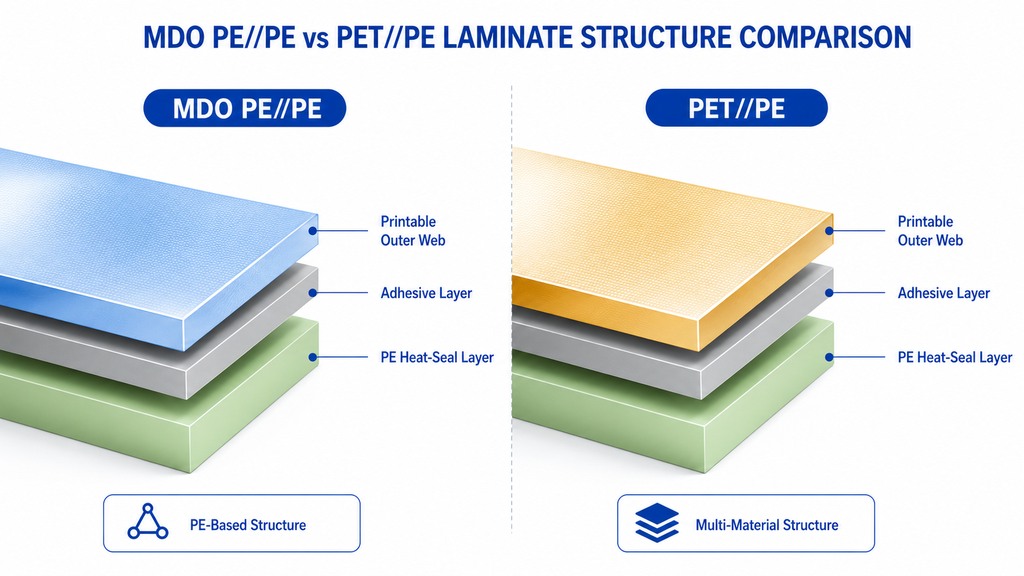
Buyers should compare the complete structures, not only the outer films. A typical MDO PE//PE laminate combines an oriented PE print web with a dedicated PE sealant. A PET/PE laminate combines a PET print web with a PE sealant. In both cases, the inner PE layer controls most of the sealing performance, while the outer web controls much of the stiffness, print behaviour and thermal stability.

What Are MDO PE/PE and PET/PE Laminates?
MDO PE//PE laminate
An MDO PE//PE laminate normally uses machine-direction-oriented polyethylene as the printable or structural outer web and a PE film as the sealing layer. Orientation increases stiffness and dimensional control compared with conventional non-oriented PE. The structure can therefore provide a more suitable printing and pouch-making web while keeping the main polymer family within polyethylene. Buyers can review current thickness, width and treatment options on the MDO PE film product page.
PET/PE laminate
A PET/PE laminate normally uses biaxially oriented PET as the printed outer layer and polyethylene as the inner sealant. PET has high stiffness, good heat resistance, strong dimensional stability and a mature converting history. The PE layer provides hot-tack, seal strength and product-contact performance. Typical commercial structures are described on the PET/PE laminated film product page.
MDO PE vs PET/PE: Quick Comparison
| Decision Factor | MDO PE//PE | PET//PE | Buyer’s Interpretation |
| Material family | Primarily PE-based | PET outer web plus PE sealant | MDO PE//PE offers a clearer route toward PE-stream design, subject to the complete pack. |
| Outer-web stiffness | High in the machine direction; grade-dependent balance | High and well balanced | PET is more familiar; MDO PE must be matched to web direction and pouch design. |
| Thermal window | Narrower; more heat-sensitive | Wider; strong dimensional stability under printing and lamination heat | PET is usually easier on hot, fast or demanding converting lines. |
| Printability | Good with correct corona treatment, inks and drying control | Excellent and widely established | MDO PE requires careful dyne and temperature management. |
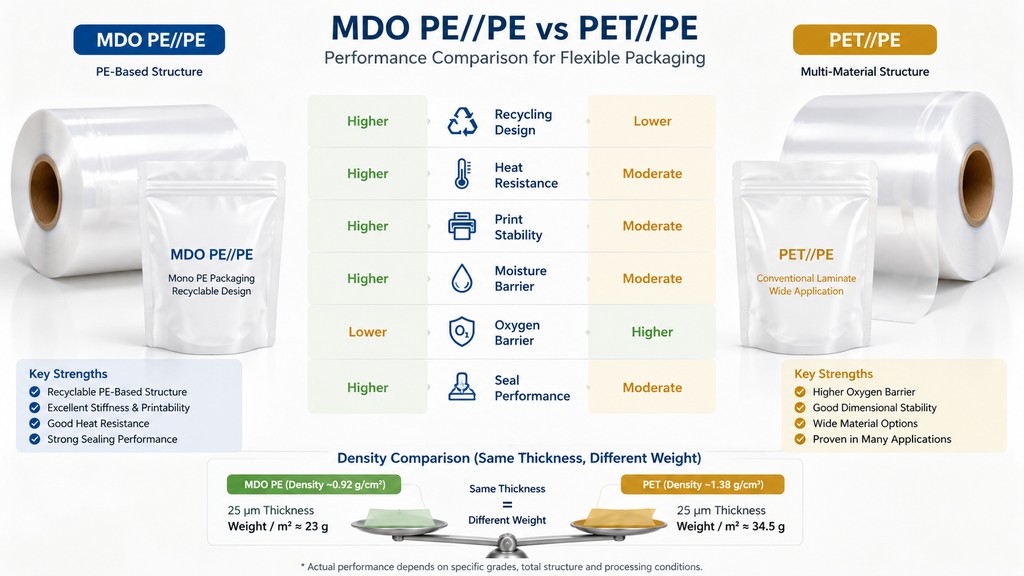
| Oxygen barrier | Low without a barrier layer | Better than PE but not always sufficient for sensitive products | Both may require EVOH, coating, metallization or another barrier solution. |
| Moisture barrier | Good because the structure is PE-rich | Mainly provided by the PE layer | Both can work well for moisture-sensitive dry goods. |
| Sealing | Controlled by the PE sealant grade | Controlled by the PE sealant grade | Do not compare the outer webs alone when evaluating seals. |
| Density | Lower-density PE family | PET outer web has higher density | Equal thickness does not mean equal material weight. |
| Recycling design | Potentially compatible with PE flexible streams | A multi-material laminate that is harder to route through a single polymer stream | Check local collection and a recognized design-for-recycling protocol. |
| Conversion risk | Requires structured lab and line trials | Usually lower when replacing an existing PET/PE specification with another PET/PE | Conversion cost and downtime must be included in the purchasing decision. |
How the Two Structures Differ in Real Packaging
Recyclability and material compatibility
The main commercial reason to evaluate MDO PE//PE is the possibility of designing the pouch around a polyethylene recycling stream. This does not mean that every MDO PE pouch is automatically recyclable. Inks, adhesives, coatings, EVOH, zippers, spouts, valves and labels must also be assessed. Collection and recycling infrastructure must exist in the destination market. The recyclable flexible packaging design guide explains why the complete package matters more than a single film layer.
Stiffness, dimensional stability and pouch appearance
PET provides stable, balanced stiffness and is well established as a printed outer web. MDO PE gains stiffness mainly in the machine direction, so its MD and TD behaviour must be considered separately. A well-selected grade can produce attractive stand-up pouches and stable rollstock, but a poor match between orientation, web tension and pouch geometry may cause curling, wrinkles or less balanced tear behaviour.
Heat resistance and process window
PET normally tolerates higher drying and lamination temperatures and is less likely to stretch under web tension. This provides a broad operating window for high-speed gravure printing and adhesive lamination. MDO PE is more sensitive to heat and tension. Converters may need lower dryer temperatures, optimized tension zones and closer register control. A line that runs PET/PE well should not be assumed to run MDO PE//PE without adjustment.
Printing and surface treatment
Both materials can deliver high-quality graphics. PET has a mature ink and adhesive ecosystem. MDO PE requires confirmation of the treated side, initial dyne level, dyne retention during storage, ink compatibility and drying conditions. Corona treatment should be verified immediately before printing when storage has been long or the film contains migrating slip additives.
Barrier and shelf life
Standard MDO PE//PE is not a high-oxygen-barrier structure. Standard PET/PE offers better oxygen resistance than an all-PE laminate, but it may still be inadequate for coffee, high-fat pet food, strong aromas or long shelf-life products. A PE-based project can add PE-EVOH-PE high-barrier film, a validated transparent coating or another compatible barrier technology. The target OTR and WVTR must be stated with temperature and humidity conditions.
Sealing, hot-tack and leak resistance
The outer web does not determine the entire sealing result. Seal-initiation temperature, hot-tack, contamination resistance, seal strength and drop performance depend mainly on the PE sealant formulation, total thickness and pouch design. An MDO PE//PE conversion can fail even when the outer film prints well if the new PE sealant has the wrong COF, sealing window or stiffness.
Toughness, puncture and transport performance
PE-rich laminates can offer useful impact and flex durability, especially for frozen food, refill pouches and transport handling. PET contributes high tensile strength and dimensional stability but may not solve puncture or flex-crack requirements alone. Heavy, sharp or vacuum-packed products may require a tougher PE formulation, PA-containing structure or another application-specific design.
Material cost and total conversion cost
A price comparison in USD per kilogram is incomplete. PE has a lower density than PET, so film yield per kilogram can be different. MDO PE may also enable downgauging, but this must be proven. Buyers should calculate cost per square metre, adhesive use, scrap, line speed, trial waste, rejected pouches, freight, minimum order quantity and any recycling-related commercial value. The lowest film price is not always the lowest finished-pouch cost.
Where MDO PE//PE Is Usually a Good Fit
- Dry snacks, nuts, confectionery and powdered products with moderate oxygen-barrier requirements.
- Frozen-food packaging where low-temperature toughness, moisture resistance and PE-based design are important.
- Dry pet food and pet treats when the barrier layer and drop performance are properly specified. See MDO PE film for recyclable pet food packaging for application-specific structure guidance.
- Detergent, laundry-liquid and household refill pouches after chemical compatibility, drop and leak testing.
- Stand-up, pillow, quad-seal and selected flow-wrap formats where the converter can control heat and web tension.
- Projects that have a clear PE-stream design target and enough development time for laboratory and production trials.
Where PET/PE Is Often Safer or MDO PE Needs Caution
- High-temperature processes, aggressive drying conditions or lines with limited temperature control.
- Retort, sterilization or ovenable applications unless a specific validated structure is available.
- Very long shelf-life products that need high oxygen, aroma or light barrier without an approved PE-compatible barrier solution.
- Projects where zero process change is allowed and the current PET/PE laminate already runs at very high speed with low scrap.
- Vacuum packs or sharp products that require exceptional puncture resistance and may be better served by PA/PE or another tough structure.
- Medical or regulated packaging where the new material has not completed the required validation, migration, sterilization and documentation process.
Material Selection by Packaging Application
| Application | First Structure to Evaluate | Why | Main Validation |
| Dry snacks and nuts | MDO PE//PE | Good stiffness, printability and moisture protection with a PE-based design route. | Seal window, COF, drop and required oxygen barrier. |
| Frozen vegetables | MDO PE//tough PE | PE-rich structure can provide low-temperature toughness and moisture resistance. | Freezer impact, seal integrity, puncture and machine runnability. |
| Dry pet food | MDO PE//PE-EVOH-PE or PET//PE | Choice depends on fat content, aroma and required shelf life. | OTR, WVTR, drop, flex and storage test. |
| Detergent refill | MDO PE//chemical-resistant PE | Supports PE-based refill design and strong sealing. | Chemical immersion, stress crack, drop, burst and spout seal. |
| Coffee or aroma-sensitive food | Barrier PET structure or validated MDO PE//barrier PE | Standard two-layer structures may not provide enough oxygen and aroma protection. | OTR, aroma retention, flex crack and shelf-life study. |
| High-speed hot converting | PET//PE first | PET normally provides a wider thermal and dimensional window. | Print register, dryer temperature, lamination and pouch speed. |
| Retort or sterilization | Validated retort laminate | Neither standard MDO PE//PE nor standard PET//PE should be assumed suitable. | Full thermal-process and regulatory validation. |
How to Convert from PET/PE to MDO PE//PE
Step 1: Record the existing PET/PE baseline
Collect the full specification of the current laminate, including PET and PE thickness, adhesive, ink, surface treatment, total basis weight, OTR, WVTR, seal window, COF, bond strength, pouch format and machine speed. A vague statement such as “12 micron PET plus PE” is not enough for a reliable conversion.
Step 2: Define the non-negotiable package requirements
List the packed product, fill temperature, shelf life, pack weight, distribution conditions, drop height, sealing method, oxygen sensitivity, moisture sensitivity and target recycling market. Separate essential requirements from desirable improvements.
Step 3: Select the MDO PE outer web and PE sealant together
Do not replace only the PET layer and leave every other variable unchanged. Choose MDO PE thickness, MD/TD balance, shrink behaviour, corona treatment and COF together with a PE sealant designed for the required hot-tack, toughness and chemical resistance. Buyers considering another oriented PE option can also consult the MDO PE vs BOPE comparison.
Step 4: Complete laboratory screening
Check thickness, tensile properties, haze, gloss, dyne level, COF, heat shrinkage, seal-initiation temperature, hot-tack, final seal strength, bond strength, OTR and WVTR as applicable. Use the same test conditions for both the existing and proposed structures.
Step 5: Run printing and lamination trials
Begin with conservative dryer temperature and web tension. Confirm register, film elongation, curl, wrinkle, adhesive wet-out and coating weight. Cure the laminate for the full adhesive-recommended period before judging bond strength.
Step 6: Run pouch-making and filling trials
Test actual pouch geometry, zipper or spout, filling weight and commercial machine speed. Record seal temperature, pressure, dwell time, rejects and leakage rather than relying on visual appearance alone.
Step 7: Validate the finished package
Complete drop, burst, compression, transport, freezer, chemical, flex and shelf-life tests according to the application. The final decision should be based on the finished pack, not only on film laboratory data.
Step 8: Confirm recyclability claims and commercial supply
Review the complete structure against the relevant market protocol. Confirm repeatable roll specifications, quality documents, lead time, minimum order, pallet format and change-control procedure before commercial launch.
Recommended Test Plan Before Commercial Conversion
| Test Stage | What to Check | Typical Failure Signal | Required Action |
| Incoming film | Thickness profile, roll width, dyne, COF, roll flatness, batch traceability | Uneven gauge, low dyne, telescoping or edge damage | Hold the roll and compare with the approved specification. |
| Printing | Register, ink adhesion, drying, film elongation, blocking | Register drift, ink pick-off or heat distortion | Reduce heat/tension and review treatment, ink and dryer balance. |
| Lamination | Adhesive coating weight, wet-out, curl, bond after cure | Tunnelling, bubbles, low peel or curl | Review adhesive compatibility, tension and curing conditions. |
| Pouch making | Seal window, hot-tack, COF, tracking and cut accuracy | Leakers, film slip, wrinkles or poor opening | Adjust sealant, temperature, tension and pouch settings. |
| Filled pack | Drop, burst, compression, chemical and freezer resistance | Seal split, pinhole, stress crack or delamination | Change sealant, thickness, structure or package design. |
| Shelf life | OTR/WVTR performance, aroma, oxidation and appearance | Flavour loss, rancidity, moisture gain or print deterioration | Add or optimize the barrier layer and repeat validation. |

Common Problems When Replacing PET/PE
| Problem | Likely Cause | How to Check | Corrective Direction |
| Print register drifts | MDO PE is stretching under heat or tension | Compare register at different dryer temperatures and tension zones | Reduce thermal load, rebalance tension or select a more stable grade. |
| Laminate curls | Unbalanced shrinkage, tension or adhesive cure | Observe curl direction before and after curing | Balance web tension, heat and layer stiffness; review adhesive. |
| Low ink adhesion | Wrong side printed, dyne decay or incompatible ink | Dyne test, tape test and rub test | Re-treat if approved, change ink/primer or improve storage control. |
| Seal leakage | Sealant grade or parameters do not match the application | Seal curve, hot-tack and leak test | Change sealant formulation or sealing temperature/pressure/dwell. |
| Pouch is too soft | Outer-web stiffness or total gauge is too low | Compare bending stiffness and filled pouch shape | Increase MDO PE stiffness/gauge or redesign the laminate. |
| Shelf life falls short | Barrier target was not defined or barrier layer is insufficient | Measure OTR/WVTR and run product storage tests | Use a validated barrier PE, coating or alternative laminate. |
| Line speed drops | COF, thermal window or web handling differs from PET/PE | Record slip, tracking, temperature and reject rate | Optimize COF and machine settings before changing film again. |
How to Evaluate an MDO PE Film Manufacturer or Laminate Supplier
A qualified supplier should discuss the complete package rather than offering a film only by thickness and width. A useful technical proposal identifies the outer web, sealant, barrier, adhesive, treatment side, machine assumptions and validation plan. Procurement teams comparing Chinese sources can use the MDO PE film manufacturers in China page as a starting point, but every supplier still requires project-specific qualification.
- Request separate TDS documents for the MDO PE outer web and the PE sealant or barrier film.
- Confirm whether values are typical results or guaranteed specifications, including the test methods and conditions.
- Ask for MD and TD tensile data, heat shrinkage, dyne level, dyne retention, COF, haze and gloss.
- Confirm the supplier’s experience with your printing, adhesive and pouch-making process.
- Agree on roll width tolerance, gauge tolerance, roll diameter, core size, splice rules and pallet packing.
- Request batch COA, traceability, food-contact documents and change notification procedures where required.
- Use trial rolls before a container order. A4 sheets cannot prove printing, lamination or high-speed runnability.
- Evaluate communication quality, technical response time, production lead time and corrective-action capability.
CloudFilm can coordinate outer webs, sealant films, barrier options and custom packaging film rolls for converters that want a single technical and export contact. Finished PE-based pouches can also be evaluated when the buyer needs converted bags rather than rollstock.

Information to Send with an RFQ
| Information | Why the Supplier Needs It |
| Packed product and ingredients | Determines chemical compatibility, aroma sensitivity and barrier requirements. |
| Current laminate and total thickness | Provides the performance baseline and helps avoid an incomplete replacement. |
| Pack format and dimensions | Affects stiffness, seal length, zipper/spout design and roll width. |
| Fill weight and filling temperature | Influences drop strength, hot-fill suitability and sealant selection. |
| Target shelf life and OTR/WVTR | Defines whether standard PE is enough or a barrier layer is required. |
| Printing and lamination method | Determines treatment, ink, adhesive, dryer and tension requirements. |
| Packaging machine and speed | Allows the supplier to select COF, roll build and thermal stability. |
| Roll width, diameter and core | Prevents machine-fit and logistics problems. |
| Trial quantity and annual demand | Supports realistic trial-roll planning, MOQ and price calculation. |
| Destination market and port | Supports recyclability review, compliance documents and freight quotation. |
Frequently Asked Questions
Can MDO PE//PE directly replace every PET/PE laminate?
No. It can replace PET/PE in selected pouches, but the new structure must be tested for heat stability, printing, lamination, sealing, barrier, drop performance and shelf life. High-temperature or highly regulated applications need more extensive validation.
Is MDO PE//PE always recyclable?
No. It can be designed for a PE recycling stream, but final recyclability depends on the entire package and the local system. Inks, adhesives, barrier layers, zippers, spouts and labels can change the result.
Which structure has better heat resistance?
PET/PE normally has the wider thermal processing window because PET is more dimensionally stable under heat. MDO PE can run successfully, but dryer temperature and web tension usually require closer control.
Which structure has better oxygen barrier?
Standard PET/PE usually provides more oxygen resistance than standard MDO PE//PE, but neither should be treated as a universal high-barrier structure. Sensitive products may require EVOH, a coating, metallization or another barrier layer.
Does PET/PE seal better than MDO PE//PE?
Not necessarily. Seal performance is mainly controlled by the PE sealant layer, seal temperature, pressure, dwell time and contamination. Either laminate can seal well with the correct inner film.
Can MDO PE be printed by gravure and flexography?
Yes. The supplier and converter should confirm the treated side, dyne level, ink system, dryer temperature and tension. A production trial is more useful than relying only on a laboratory print sample.
Can MDO PE//PE be used for frozen food?
Yes, when the PE sealant and total structure are designed for low-temperature impact, puncture and seal integrity. Freezer and drop tests should be completed with the real filled pack.
Is MDO PE//PE suitable for retort packaging?
Standard grades should not be assumed suitable for retort. Retort requires a specifically validated structure, adhesive, sealant and thermal-process test. Conventional PET/PE is also not automatically a retort laminate.
Why does an MDO PE laminate curl after lamination?
Curl may come from unbalanced shrinkage, web tension, adhesive cure, temperature or layer stiffness. The curl direction and timing help identify whether the problem starts during lamination, curing or pouch making.
Should buyers compare film price per kilogram?
Price per kilogram is only one input. Compare cost per square metre and per finished pouch, including density, yield, adhesive, scrap, line speed, rejects, freight and minimum order quantity.
What trial quantity is appropriate?
The trial roll must be long enough to stabilize printing, lamination, curing, pouch making and filling conditions. The required length depends on machine width and setup waste. A4 samples are useful for basic screening but not for commercial line approval.
What should be approved before a bulk order?
Approve the final structure, TDS, COA format, reference sample, roll specification, packing method, test criteria, change-control process and commercial terms. Keep trial batch numbers and machine settings for future comparison.
Request a Side-by-Side Laminate Recommendation
Send CloudFilm your current PET/PE specification, packed product, pouch size, target shelf life, machine type and annual demand. We will compare a conventional PET/PE option with an MDO PE-based structure, identify the main technical risks and propose a practical sample and line-trial plan. For qualification criteria, refer to the Flexible Packaging Quality Control Guide.