LDPE shrink film is widely used for beverage multipacks, carton bundling, tray wrapping, retail promotions, and industrial transport packaging. For buyers, engineers, and converters, understanding the LDPE shrink film manufacturing process is not only a technical topic. It also helps you choose the right film structure, avoid packaging failures, and communicate more clearly with your shrink film manufacturer.
A good LDPE shrink film should shrink tightly around the product, maintain enough puncture resistance during transport, seal consistently on the packaging line, and present a clean final pack. These results do not come from the resin alone. They depend on raw material selection, formulation design, extrusion control, bubble stability, cooling, winding, slitting, and final quality testing.
If you are sourcing PE shrink film for beverage trays, household goods, industrial packs, or export packaging, this guide explains how LDPE shrink film is made and what technical details matter before placing an order.

What Is LDPE Shrink Film?
LDPE shrink film is a heat-shrinkable polyethylene film mainly based on low-density polyethylene. In real production, many PE shrink films are not made from pure LDPE only. They often use LDPE, LLDPE, metallocene PE, and other polyethylene blends to balance shrinkage, sealing strength, toughness, stiffness, clarity, and machine performance.
When heat is applied in a shrink tunnel or by suitable shrinking equipment, the film contracts and wraps tightly around the product. This creates a stable pack that is easier to handle, transport, and display. LDPE shrink film is especially useful when the package needs more strength than high-clarity retail overwrap film.
Typical applications include bottled water trays, soft drink multipacks, beer packs, tissue packs, cartons, cans, household products, industrial components, building materials, and logistics packaging. For buyers comparing different shrink materials, CloudFilm’s shrink film collection can help you understand where PE shrink film fits within a broader packaging system.
Why The Manufacturing Process Matters
Two LDPE shrink films with the same thickness can perform very differently. One may shrink smoothly and hold the pack tightly, while another may wrinkle, tear, burn through, or create weak seals. The reason is often hidden in the manufacturing process.
The process affects:
- Shrink ratio in machine direction and transverse direction
- Thickness tolerance and film flatness
- Sealing temperature window
- Puncture and tear resistance
- Roll winding quality
- Coefficient of friction
- Printability
- Clarity and haze
- Final pack appearance
- Machine speed and downtime
For high-speed packaging lines, film stability is just as important as film price. A low-cost film that causes frequent line stoppage, unstable seals, or pack damage may create a higher total packaging cost. This is why professional buyers usually evaluate not only the price per kilogram, but also the yield, shrink performance, machine compatibility, and supplier technical support.
Step 1: Raw Material Selection
The manufacturing process starts with polyethylene resin selection. LDPE provides softness, flexibility, sealability, and shrink behavior. LLDPE improves puncture resistance, tear strength, and toughness. Metallocene PE can further improve sealing performance, hot tack, and mechanical strength.
A supplier may adjust the formulation according to the application. A beverage multipack film may need high holding force and puncture resistance. A tissue pack film may need a soft hand feel and good appearance. A printed promotional shrink film may need better surface quality and stable tension for printing.
Common formulation considerations include:
- LDPE grade and melt index
- LLDPE or mLLDPE percentage
- Slip and anti-blocking additives
- Processing aids
- UV resistance for outdoor storage
- Color masterbatch for tinted or opaque film
- Recycled content, if accepted by the application
- Food-contact compliance, if required
If your project involves liners, covers, bags, or other polyethylene packaging besides shrink film, you can also review CloudFilm’s LDPE film options to compare softness, flexibility, and general PE film properties.
Step 2: Resin Feeding And Mixing
After the formulation is confirmed, resin pellets and additives are fed into the extrusion system. For multi-layer PE shrink film, different extruders may feed different layers. A common structure may use several polyethylene blends to achieve a better balance between sealing, toughness, and surface properties.
Uniform mixing is important. If resin and additives are not well dispersed, the film may show gels, fish eyes, weak points, uneven slip, unstable sealing, or poor appearance. For export packaging applications, stable formulation control is essential because buyers usually expect repeatable performance across different batches.
At this stage, the production team also checks whether the resin batch, additive batch, and color masterbatch match the approved specification. Traceability is important for long-term supply, especially when the film is used in food, beverage, pharmaceutical, or branded retail packaging.

Step 3: Extrusion And Melting
In the extruder, resin pellets are heated, compressed, melted, and mixed by a rotating screw. The goal is to create a stable, homogeneous polymer melt. Temperature control is critical. If the melt temperature is too low, the film may have poor mixing, rough surface, or unstable output. If it is too high, the resin may degrade, causing odor, gels, yellowing, or weaker mechanical properties.
The screw design, barrel temperature profile, screen pack, melt pressure, and output rate all influence the final film. Professional LDPE shrink film manufacturers monitor these parameters continuously because small changes can affect thickness stability, bubble shape, and final shrink performance.
For custom packaging projects, extrusion settings may need to be adjusted based on the target thickness, roll width, shrink ratio, and machine type used by the customer.
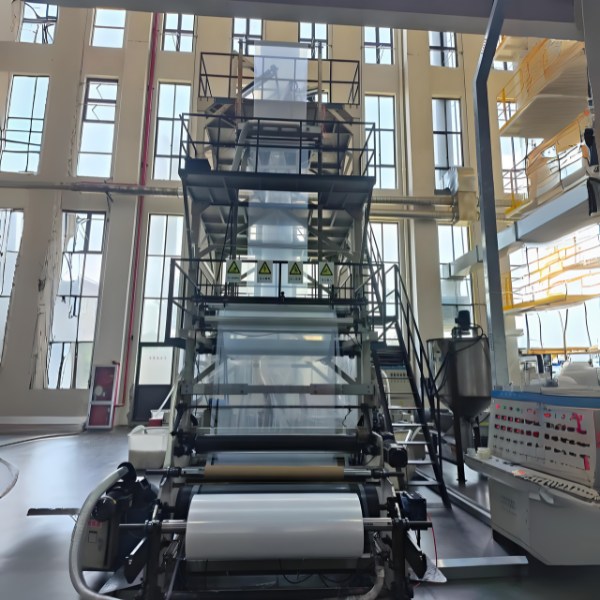
Step 4: Film Bubble Formation
Most LDPE shrink film is produced by blown film extrusion. The molten polyethylene passes through a circular die and forms a tubular film bubble. Air is introduced inside the tube, expanding it into a controlled bubble. The bubble is cooled, pulled upward, collapsed into lay-flat film, and then wound into rolls.
The bubble stage is one of the most important parts of LDPE shrink film manufacturing. Bubble stability affects gauge tolerance, film flatness, shrink balance, and roll quality. If the bubble is unstable, the film may have uneven thickness, wrinkles, poor winding, or inconsistent shrink behavior.
Key parameters include:
- Blow-up ratio
- Draw-down ratio
- Frost line height
- Cooling air volume
- Die gap
- Line speed
- Nip pressure
- Film width control
The orientation created during blown film extrusion contributes to the film’s heat shrink behavior. When the film later enters a shrink tunnel, heat allows part of the internal stress to relax, and the film contracts around the product.
Step 5: Cooling And Orientation Control
Cooling is not only about solidifying the molten film. It also affects film clarity, stiffness, toughness, and shrink response. Fast or uneven cooling may create internal stress imbalance, while poor cooling can reduce output stability and increase gauge variation.
For LDPE shrink film, the manufacturer must control the relationship between formulation, extrusion temperature, bubble expansion, cooling rate, and line speed. This balance determines how the film behaves under heat.
A film for heavy beverage trays may need stronger holding force and higher puncture resistance. A film for light retail bundles may need a cleaner appearance and easier shrinking at lower temperature. The same basic material family can be adjusted for different packaging goals.

Step 6: Thickness Control And Online Inspection
Thickness control is a major quality factor. If the film is too thin in certain areas, it may tear during sealing, shrinking, transport, or pallet handling. If the film is too thick, the customer may use more material than necessary and increase packaging cost.
Manufacturers usually check film thickness across the web and along the roll direction. Some production lines use automatic gauge control systems, while others combine online monitoring with manual sampling. For B2B export orders, the tolerance range should be clearly agreed before mass production.
Important inspection points include:
- Average thickness
- Thickness tolerance
- Film width
- Lay-flat width
- Roll length or roll weight
- Surface defects
- Gels and black spots
- Wrinkles
- Edge quality
- Winding tension
A stable film roll should unwind smoothly on the customer’s equipment. Poor winding can cause telescoping, blocking, film breakage, uneven tension, and machine stoppage.
Step 7: Surface Treatment, Printing, And Conversion
Some LDPE shrink films are supplied as plain transparent or natural rolls. Others are printed with brand graphics, product information, barcodes, handling marks, or promotional designs. If printing is required, surface treatment and tension control become very important.
Corona treatment may be used to improve ink adhesion. The film must also have suitable COF, winding quality, and dimensional stability for printing and converting. For printed shrink film, the supplier needs to consider shrink distortion so that the final graphics look correct after shrinking.
If your project requires roll-based packaging materials for flow-wrap, VFFS, HFFS, or branded packs, CloudFilm’s packaging film roll page provides broader information about roll specifications, structures, core sizes, and converting requirements.
Step 8: Slitting, Winding, And Packing
After extrusion and inspection, the film is wound into mother rolls or finished rolls. If necessary, it is slit into customer-specified widths. The roll format depends on the packaging machine and handling method.
Common specifications include:
- Single-wound film
- Center-fold film
- Tube film
- Printed roll film
- Jumbo roll for converters
- Finished roll for automatic shrink bundlers
- Custom core size
- Maximum roll diameter
- Specific unwind direction
Export packing is also important. Rolls should be protected from moisture, dust, deformation, and impact during long-distance transportation. Pallet size, roll direction, edge protection, wrapping method, and container loading plan should all be considered for international buyers.

Key Quality Tests For LDPE Shrink Film
A reliable LDPE shrink film supplier should test both physical properties and real packaging performance. Laboratory data is useful, but actual machine trials are often more important because shrink packaging involves heat, sealing pressure, conveyor speed, product shape, and tunnel airflow.
Common quality tests include:
Thickness And Width
This confirms whether the film matches the approved specification. Consistent thickness helps maintain stable sealing, shrinking, and material yield.
Shrink Ratio
Shrink ratio is usually measured in machine direction and transverse direction under defined temperature and time. The correct shrink balance depends on the pack design and machine.
Tensile Strength And Elongation
These values show how the film behaves under pulling force. Good elongation and strength help the film survive wrapping, sealing, shrinking, and transport.
Puncture Resistance
Puncture resistance is critical for bottled drinks, cans, cartons, industrial parts, and products with edges or corners.
Seal Strength
Weak seals can cause pack failure. The sealing window should match the customer’s equipment and line speed.
COF
Coefficient of friction affects film feeding, tracking, and unwinding. If COF is too high or too low, the film may not run smoothly.
Appearance
Clarity, haze, gels, wrinkles, and roll presentation all influence customer acceptance, especially for retail packs and printed shrink film.
For buyers who are comparing shrink materials more broadly, this heat shrink film packaging guide explains common material choices, applications, and selection factors.
LDPE Shrink Film Applications
LDPE shrink film is mainly used for secondary packaging and transport packaging. Its value is strongest when the pack needs toughness, load stability, and cost efficiency.
Beverage Multipacks
Bottled water, soft drinks, beer, cans, and tray packs often use PE shrink film because it provides strong holding force and puncture resistance. It can reduce the need for full cartons while keeping products stable during handling.
Tissue And Household Goods
Tissue packs, paper products, detergents, and household items often need soft but strong bundling film. LDPE-based shrink film can provide good flexibility and stable sealing.
Industrial Packaging
For hardware, components, cartons, building materials, and heavy products, PE shrink film helps protect against dust, moisture, and product movement during transport.
Retail Promotions
Printed PE shrink film can bundle several products into one promotional pack. This helps brand owners create multipacks for seasonal sales, club stores, and supermarket campaigns.
Pharmaceutical And Medical Secondary Packs
Some customers use PE shrink film for outer wrapping of boxes, kits, or medical device packaging. The correct grade should be selected according to regulatory and cleanliness requirements.
If your application needs high-clarity retail overwrap rather than heavy-duty bundling, POF shrink film may be a better option for boxed foods, cosmetics, books, stationery, and consumer goods.
How To Choose A Reliable LDPE Shrink Film Manufacturer
Choosing a supplier is not only about getting a low price. A professional LDPE shrink film manufacturer should help you match the film to your product, machine, target market, and logistics conditions.
Before placing an order, ask the supplier these questions:
- Can you recommend the right thickness based on my product weight and pack size?
- Can you adjust shrink ratio for my tunnel and packaging speed?
- Can you provide plain, printed, single-wound, center-fold, or tube film?
- Can you test seal strength, shrink ratio, tensile strength, and puncture resistance?
- Can you provide trial rolls before mass production?
- Can you support export packing and documentation?
- Can you keep batch-to-batch quality stable?
- Can you help troubleshoot wrinkles, weak seals, or poor shrink appearance?
A strong supplier should understand both film extrusion and real packaging line performance. CloudFilm’s wider PE film portfolio includes PE shrink film, LDPE film, PE roll, stretch film, stretch hood film, and other polyethylene packaging materials for global buyers.

LDPE Shrink Film And Sustainable Packaging
LDPE shrink film belongs to the polyethylene family. When used correctly, it can support mono-material packaging strategies, especially when the primary pack, secondary wrap, and pallet protection are designed within compatible PE-based material streams.
For some projects, buyers may also consider downgauging, recycled content, PE-based laminates, or oriented PE films. Materials such as MDO PE film and BOPE film are increasingly used in recyclable flexible packaging structures where stiffness, printability, and PE-family compatibility are important.
For pallet-level protection, stretch hood film can be another PE-based solution when heat shrinking is not the best fit. The right choice depends on product weight, pallet stability, energy cost, storage condition, and packaging equipment.
What Information Should Buyers Provide For A Fast Quotation?
To get an accurate quotation from an LDPE shrink film supplier, it is best to provide clear technical and commercial details.
Useful information includes:
- Product to be packed
- Product size and weight
- Number of pieces per bundle
- Current film material and thickness
- Required film width and roll length
- Single-wound, center-fold, or tube format
- Core size and maximum roll diameter
- Plain or printed film
- Packaging machine type
- Shrink tunnel temperature and speed, if known
- Target shrink appearance
- Annual or monthly volume
- Destination port or delivery term
- Required certificates or compliance documents
If you already have a current film sample, photos, videos, or a technical data sheet, sharing them can make the recommendation more accurate.
For custom LDPE shrink film, PE packaging film, or export film roll projects, you can contact CloudFilm with your application details and request a tailored recommendation.
FAQ About LDPE Shrink Film Manufacturing Process
1. What is the main manufacturing process for LDPE shrink film?
LDPE shrink film is usually produced by blown film extrusion. Polyethylene resin is melted in an extruder, formed through a circular die, expanded into a film bubble, cooled, collapsed, wound, slit, and packed into rolls.
2. Is LDPE shrink film made from 100% LDPE?
Not always. Many LDPE shrink films use LDPE blended with LLDPE, metallocene PE, or other polyethylene grades to improve sealing, puncture resistance, shrink performance, and machine runnability.
3. Why does LDPE shrink film shrink when heated?
During blown film production, the film gains internal orientation and stress. When heat is applied later, part of this stress relaxes, causing the film to contract around the product.
4. What thickness is common for LDPE shrink film?
Common thickness depends on the application. Light retail packs may use thinner films, while beverage multipacks and industrial bundles often need thicker films for better puncture resistance and holding force.
5. Can LDPE shrink film be printed?
Yes. LDPE shrink film can be printed for branding, product information, barcodes, handling marks, and promotional packs. Printing requires suitable surface treatment, ink selection, tension control, and shrink distortion management.
6. What causes wrinkles after shrinking?
Wrinkles may come from unsuitable film thickness, poor shrink balance, incorrect tunnel temperature, insufficient airflow, wrong conveyor speed, poor pack design, or unstable sealing.
7. What causes weak seals?
Weak seals may be caused by low sealing temperature, short dwell time, contamination, unsuitable resin formulation, poor sealing layer design, or film surface issues.
8. What is the difference between LDPE shrink film and POF shrink film?
LDPE shrink film is usually stronger and better for heavier bundles, beverage trays, and transport packaging. POF shrink film usually has higher clarity and is often used for retail overwrap and lighter consumer goods.
9. Can LDPE shrink film be used for food packaging?
It can be used for food-related secondary packaging when the correct food-contact grade and compliance documentation are selected. Requirements depend on whether the film directly contacts food or only wraps outer cartons or trays.
10. How can I reduce film cost without reducing pack strength?
You can review thickness, formulation, shrink ratio, pack design, tunnel settings, and roll width. A professional supplier may help with downgauging while maintaining puncture resistance and holding force.
11. What should I test before mass production?
You should test sealing, shrinking, pack tightness, puncture resistance, roll unwinding, machine speed, printed appearance if applicable, and performance after storage or transport.
12. What is the difference between shrink film and stretch film?
Shrink film contracts when heat is applied. Stretch film is stretched mechanically around a load without heat. Shrink film is common for bundles and trays, while stretch film is common for pallet wrapping.
13. Can LDPE shrink film be used outdoors?
Yes, but outdoor applications may need UV-resistant additives and suitable thickness. Without UV protection, long-term sunlight exposure may reduce film strength.
14. What roll information should be confirmed before ordering?
Confirm film thickness, width, roll length or roll weight, core size, maximum roll diameter, roll format, winding direction, packing method, and tolerance requirements.
15. Why should buyers work directly with a manufacturer?
A manufacturer can adjust formulation, processing conditions, thickness, shrink ratio, roll format, and quality control standards according to your packaging line. This is especially important for custom export orders and high-volume projects.
Final Thoughts
The LDPE shrink film manufacturing process is a complete system, not a single extrusion step. Raw material selection, formulation, bubble control, cooling, thickness tolerance, winding, slitting, and quality testing all influence final packaging performance.
For buyers, the best film is not always the cheapest film. It is the film that runs smoothly on your machine, protects your product, reduces packaging waste, and keeps total cost under control.
When choosing an LDPE shrink film supplier or manufacturer, focus on technical communication, sample support, stable quality, export experience, and the ability to adjust film specifications for your real packaging line. With the right partner, LDPE shrink film can become a reliable, cost-effective, and scalable solution for beverage, retail, industrial, and logistics packaging.