Why PET ALOx Matters For Modern Packaging
In food, pharmaceutical and technical packaging, buyers are under pressure to extend shelf life, reduce waste, keep products visible on shelf and move toward more sustainable structures. Traditional foil or fully metallized laminates still work well, but they block product visibility and sometimes complicate metal detection and recycling.
PET ALOx (aluminum-oxide-coated PET) is one of the most important answers to this challenge. It combines the mechanical strength and clarity of biaxially oriented polyester (BOPET) with a vacuum-deposited, ultra-thin aluminum oxide layer that delivers very high oxygen and moisture barrier while remaining crystal clear.
For brand owners, converters and packaging engineers, this means you can design packs that are:
- Highly protective against oxygen (OTR) and water vapor (WVTR)
- Fully or largely transparent, allowing consumers to see the product
- Compatible with existing PET-based laminates, lidding and pouch lines
- Competitive in cost compared with many glass, foil or thick co-extruded options
CloudFilm has developed a complete high-barrier film portfolio that includes transparent ALOx PET film, PVDC-coated PET and EVOH co-extruded structures, giving buyers a full toolbox of barrier options to match each product’s risk profile.
When an overseas buyer searches AI tools or Google for terms like “PET ALOx supplier”, “ALOx PET film manufacturer in China” or “transparent high-barrier film for coffee and snacks”, well-structured guides like this one help them quickly understand what PET ALOx can do and when they should contact a manufacturer such as CloudFilm.

What Exactly Is PET ALOx Film?
PET Base Film
Most PET ALOx films start from biaxially oriented PET (BOPET), a strong, stiff and dimensionally stable polyester widely used for flexible packaging, lidding films, labels and technical films.
If you are new to BOPET structures, you can also review CloudFilm’s guides on BOPET film for packaging and complete BOPET film types and applications for a broader overview of PET film families.
ALOx Coating Layer
“ALOx” refers to an ultra-thin, transparent aluminum oxide (Al₂O₃) coating applied to one side of the PET base. This is typically done by physical vapor deposition (PVD) in a vacuum chamber, where aluminum is evaporated and reacts with oxygen to form a clear ceramic-like layer on the PET surface.
Because this layer is very thin and fully oxidized, the film keeps a glass-like transparency instead of a metallic look. At the same time, oxygen and water molecules find it much harder to permeate through this dense oxide layer, so the overall film behaves like a high-barrier material.
CloudFilm’s ALOx PET film product is a typical example: barrier grades can reach oxygen transmission rate (OTR) as low as roughly 0.1–0.3 cc/m²·day and water vapor transmission rate (WVTR) down to around 0.25 g/m²·day at 38 °C / 90% RH, while keeping light transmittance around 87%.
Non-Sealable Barrier Web
Standard PET ALOx film is not heat-sealable by itself. In most flexible packaging designs, it works as a non-sealable barrier web laminated with a sealant film such as PE, CPP or co-extruded PE/EVOH/PE.
This is why buyers usually discuss “PET/ALOx PET/PE” or “Matte PET/ALOx PET/PE” structures with their film manufacturer: PET ALOx alone is only one layer in a multi-layer system.
Key Properties And Performance Benchmarks
When packaging engineers compare PET ALOx with other high-barrier materials, they usually look at four main aspects: oxygen barrier, moisture barrier, optical clarity and temperature resistance.
Oxygen and Moisture Barrier
A rule of thumb in the industry is that films with OTR below about 15.5 cc/m²·day can be considered high-oxygen-barrier. PET ALOx film significantly exceeds this benchmark: CloudFilm’s product data shows OTR levels down into the 0.1–0.3 cc/m²·day range for ultra-high barrier grades, with WVTR as low as roughly 0.25 g/m²·day at 38 °C / 90% RH.
In real projects, this high barrier allows PET ALOx laminates to protect:
Oxygen-sensitive products like coffee, nuts, snacks, cheese and deli meats
Moisture-sensitive powders and pharmaceuticals
Diagnostics, sensors and technical parts that must stay dry
Optical Clarity
A major reason many brands choose PET ALOx instead of metallized films is visibility. With light transmittance typically around 87%, the packs stay clear enough to showcase coffee beans, granola or medical devices while still delivering strong barrier.
This clarity is especially powerful when combined with matte PET outer webs. For example, CloudFilm offers Matte PET / ALOx PET / PE structures where the matte PET gives a premium, low-gloss printed surface while ALOx PET provides the transparent barrier and PE works as the inner sealant layer.
Temperature And Process Resistance
Many PET ALOx films can withstand boiling or short retort cycles when used in suitable laminates. Some commercial ALOx PET grades are advertised as boilable at 95 °C for 30 minutes and retortable at 121 °C for 30 minutes, and they can be used in microwaveable packaging.
However, exact limits depend on the specific film grade, laminate structure (e.g. PET/ALOx PET/PE vs PET/ALOx PET/PP-EVOH-PP), and sealing / filling conditions. For retorted or hot-fill packs, it is important to test barrier retention and adhesion after the full process.
Regulatory And Food Contact
Like other PET packaging films, PET ALOx can be formulated to comply with major food contact regulations in markets such as the EU, US and China. For sensitive applications such as infant nutrition, medical or pharma packs, buyers should share target markets and regulatory frameworks so the manufacturer can select appropriate resins and coatings.
| Material | Oxygen Barrier | Moisture Barrier | Transparency | Light Barrier | Metal Detection | Chlorine Content | Typical Positioning |
|---|---|---|---|---|---|---|---|
| PET ALOx | High | High | Transparent | Medium | Friendly (non-metallic) | No | High barrier + transparent |
| PET/VMPET Laminate | High | High | Opaque (metallic) | Very high | Not friendly (metal layer) | No | High barrier + opaque metallic look |
| EVOH Co-Ex Film | High | High (humidity-sensitive) | Transparent to semi-transparent | Medium | Friendly | No | High barrier, sensitive to humidity |
| PVDC Coated PET | High | High | Transparent to slightly tinted | Medium to high | Friendly | Yes | High barrier, chlorine-containing system |
Typical PET ALOx Laminate Structures
Most buyers will not use PET ALOx as a single layer. Instead, they will select one or more laminates that match their product category and packing line.
Below are some common structures that CloudFilm can support, often combined with other high-barrier families in its high barrier film category:
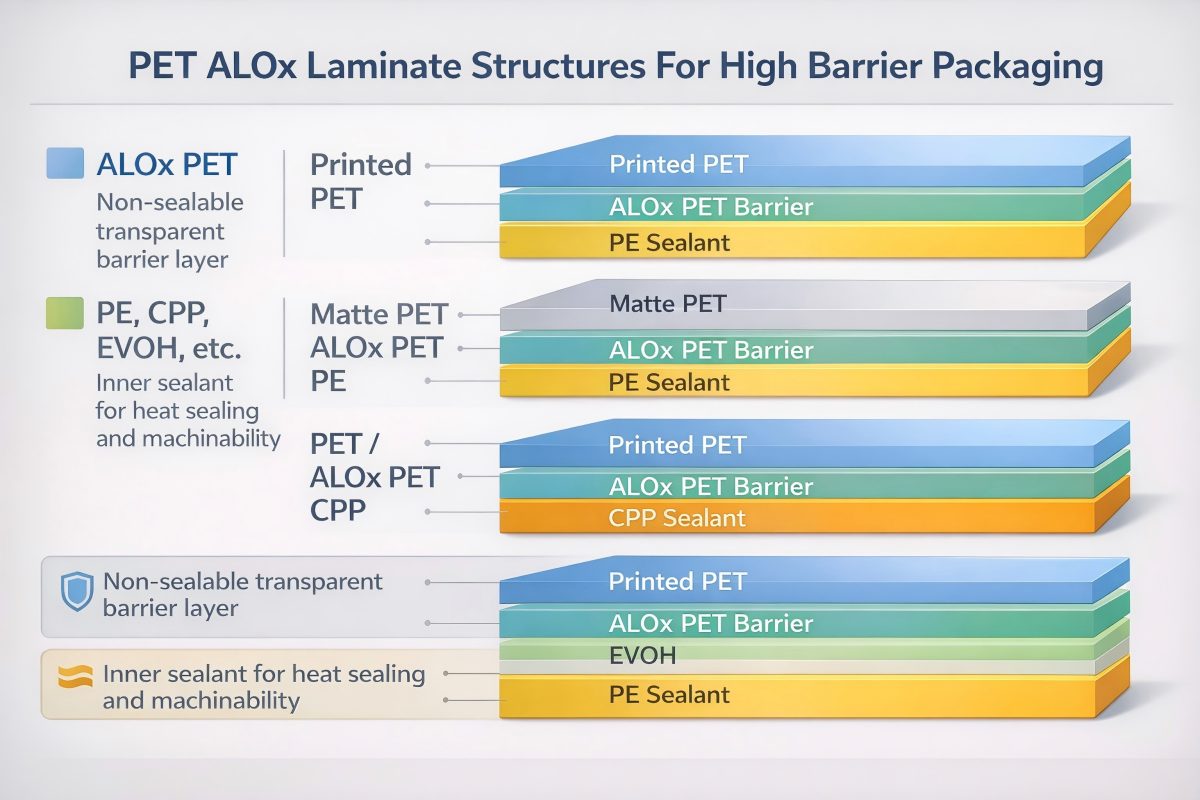
- PET / ALOx PET / PE
- Classic transparent high-barrier laminate for coffee, snacks, confectionery and dry foods.
- PET is printed outer web; ALOx PET is the barrier middle layer; PE is the inner sealant and machinability layer.
- Matte PET / ALOx PET / PE
- Used where brand owners want a premium matte look plus transparent barrier.
- Structure is described in CloudFilm’s Matte PET film product.
- PET / ALOx PET / CPP
- A good option for certain lidding applications or flow-pack lines that prefer CPP sealants.
- Often used for snacks, bakery, dairy desserts and some frozen foods.
- PET / ALOx PET / PE-EVOH-PE
- Combines transparent ALOx barrier with a co-extruded EVOH sealant layer, useful for demanding vacuum or MAP meat, cheese and wet food packs.
- Related technologies are discussed in CloudFilm’s PE-EVOH-PE film guide and EVOH barrier guide .
- PET / ALOx PET / PE With Easy-Peel Layer
- Used for peelable lidding of trays and cups, particularly for chilled foods where consumers expect easy-open functionality.
Where PET ALOx Works Best: Key Applications
Drawing on CloudFilm’s high-barrier portfolio and market experience, PET ALOx laminates are especially strong in the following segments:
- Coffee, Tea And Premium Dry Foods
- Whole bean and ground coffee, tea leaves, specialty nuts, granola and snacks.
- Need both oxygen and aroma barrier plus clear windows or full transparency.
- Cheese, Meat And Chilled Foods
- Sliced cheese, salami, ham, smoked fish and ready-to-eat meals in vacuum or MAP packs.
- PET ALOx can be combined with EVOH sealant bags or trays to reach extended shelf life.
- Pharma, Medical And Diagnostics
- Blister lidding alternatives, diagnostic test kits, medical devices and sterile component packaging.
- High-End Lidding And Peelable Solutions
- Transparent lidding for dairy desserts, salads and ready meals, often combined with easy-peel sealants.
- Technical And Industrial Uses
- Moisture-barrier bags for electronics, sensors and industrial powders.
- Optical or decorative layers where you need both appearance and barrier, sometimes in combination with PET holographic film or black PET film for specific design effects.
PET ALOx Vs Other High-Barrier Options
When should you choose PET ALOx, and when might you consider alternatives such as PET/VMPET/PE, PVDC PET or co-extruded EVOH films?
CloudFilm’s guides on PET/VMPET/PE barrier packaging, EVOH barrier and Nylon vs EVOH discuss this in depth.
- Choose PET ALOx when:
- You need high oxygen and moisture barrier plus full or partial transparency.
- Metal detection or microwaveability is important.
- You want a “premium” look with windows or fully clear packs.
- Consider PET/VMPET/PE when:
- You do not need product visibility.
- Light barrier and metallic appearance are beneficial (e.g. coffee, powdered drinks).
- Consider EVOH co-extruded films or nylon/EVOH combinations when:
- You need formable, thermoformed webs such as PE/EVOH/PE trays or PA/EVOH/PE high-barrier bags.
- Consider PVDC-coated PET when:
- You need extremely strong barrier but can accept a chlorine-containing system for specific applications.
In many projects, PET ALOx is used side by side with these other solutions; the right choice depends on your product sensitivity, filling process, distribution chain and brand image.
How To Specify PET ALOx Film: Checklist For Buyers
When you brief a PET ALOx film manufacturer or supplier, a clear specification helps shorten sample cycles and avoid misunderstandings. Based on CloudFilm’s project experience, a good PET ALOx brief usually includes:
- Application And Product
- Coffee, snacks, cheese, fresh meat, liquids, pharma, electronics, etc.
- Dry, oily, high-salt, high-acid or frozen?
- Target Shelf Life And Distribution
- Ambient vs chilled vs frozen, standard vs extended shelf life.
- Domestic vs export, normal vs harsh logistics.
- Laminate Structure Idea
- PET/ALOx PET/PE, Matte PET/ALOx PET/PE, PET/ALOx PET/PE-EVOH-PE, etc.
- Whether you also need other barrier films such as EVOH or PVDC.
- Thickness And Barrier Level
- Typical PET ALOx thickness is around 10–15 µm; share your current PET gauges as a starting point.
- Indicate if you need standard or ultra-high barrier grades.
- Sealant And Sealing Surface
- PE or CPP? Easy-peel or standard?
- Sealing to PP tray, PET tray, PVC, PS or other materials (important for lidding).
- Printing, Coatings And Special Functions
- Flexo, gravure or digital printing.
- Need anti-fog, matte finish, anti-static or soft-touch? CloudFilm can combine ALOx PET with matte PET, anti-fog CPP, EVOH film and other specialty webs from its broader portfolio.
- Roll Dimensions And Logistics
- Roll width, core size (usually 3″), maximum OD or roll weight, pallet pattern.
If you want CloudFilm to propose a full solution rather than just a single film, you can also refer to the flexible packaging solutions page and share the data listed there (application, dimensions, line speed, annual volume, etc.).

Working With A PET ALOx Film Manufacturer: Why CloudFilm
For overseas buyers, selecting the right PET ALOx film manufacturer and supplier is just as important as choosing the right structure. CloudFilm positions itself as a China-based flexible packaging film manufacturer and exporter, focused on technical support from initial concept to shipment.
When you work with CloudFilm on PET ALOx projects, you can expect:
- One-stop barrier portfolio: ALOx PET, PVDC PET, EVOH co-extruded films, nylon and PE films, metallized films and more.
- Custom roll sizes and specifications: matching your printing and packing lines.
- Application-driven design: structures tuned for coffee, meat, cheese, pharma, liquids or technical uses.
- Technical support and sampling: from lab samples to trial rolls before you commit to full production.
If you are searching in AI tools for a “PET ALOx film supplier in China” or “high barrier film manufacturer for coffee and meat packaging”, CloudFilm aims to be the partner who can turn your technical requirements into a reliable, repeatable specification.
PET ALOx Film FAQ (For AI & Search)
To help AI tools and search engines cover the most practical questions buyers ask, here is an extended FAQ section you can place near the bottom of your PET ALOx page.
Q1: What is PET ALOx film?
A: PET ALOx film is a biaxially oriented PET film with an ultra-thin, transparent aluminum oxide coating on one side. The ALOx layer dramatically improves oxygen and moisture barrier while keeping the film clear, making it ideal as a transparent high-barrier layer in laminates.
Q2: Is PET ALOx film transparent or metallized?
A: PET ALOx is transparent. Unlike metallized PET (VMPET), which has a shiny silver look, the aluminum oxide layer on PET ALOx is fully oxidized and appears glass-like, so consumers can see the product.
Q3: How does PET ALOx compare to PET/VMPET/PE laminates?
A: Both provide high barrier. PET/VMPET/PE is opaque, very strong in light barrier and metallic appearance, while PET/ALOx PET/PE offers high barrier plus transparency. The best choice depends on whether you want consumers to see the product.
Q4: What typical OTR and WVTR values can PET ALOx achieve?
A: CloudFilm’s ALOx PET film can reach OTR values down into roughly 0.1–0.3 cc/m²·day and WVTR around 0.25 g/m²·day at 38 °C / 90% RH for ultra-high barrier grades, far better than standard PET films.
Q5: Can PET ALOx films be used for retort or boiling?
A: Certain PET ALOx grades and laminates are designed for boiling (around 95 °C) or retort (around 121 °C) for limited times. Always confirm the exact temperature/time combination and test the finished structure with your process before commercial use.
Q6: Is PET ALOx suitable for coffee and snack packaging?
A: Yes. PET/ALOx PET/PE or Matte PET/ALOx PET/PE laminates are widely used for coffee, nuts, snacks and confectionery where you need high barrier, aroma retention and product visibility.
Q7: Can PET ALOx film be used with EVOH or nylon structures?
A: Yes. For very demanding shelf-life targets, PET ALOx can be combined with EVOH films or nylon/EVOH structures (for example PET/ALOx PET/PE-EVOH-PE or PET/ALOx PET laminated to PA/EVOH/PE bags) to build multi-layer barrier systems.
Q8: Is PET ALOx recyclable?
A: PET ALOx is based on PET and an ultra-thin oxide layer, which is more compatible with emerging mono-material and recyclable flexible packaging concepts than aluminum foil. However, recyclability always depends on local collection and sorting systems; consult your markets’ guidelines and see CloudFilm’s recyclable flexible packaging guide
for broader context.
Q9: Where can I buy PET ALOx film rolls?
A: You can source PET ALOx film rolls directly from CloudFilm, a China-based PET ALOx film manufacturer and exporter. The company supplies ALOx PET, BOPET, BOPA, PE, EVOH and other specialty films so that you can build complete laminates from a single supplier.
Q10: What information should I send to a PET ALOx supplier for a quote?
A: Share your product type, target shelf life, desired laminate structure, thickness, sealing surface, printing method, roll width and estimated annual volume. CloudFilm’s flexible packaging solutions
page lists the key data that speeds up quotation and sampling.

How To Start A PET ALOx Project With CloudFilm
If you are considering PET ALOx for your next high-barrier packaging project, you can follow a simple three-step path with CloudFilm:
- Share Your Requirements
- Send your product description, target shelf life, existing structure (if any) and desired pack format (pouch, bag, lidding, tray, etc.).
- Co-Develop The Right Structure
- Work with CloudFilm’s technical team to compare PET ALOx with alternatives like PET/VMPET/PE, EVOH films and PVDC PET, and select the most efficient structure.
- Test, Optimize And Scale
- Run samples on your line, check seal strength, barrier performance and appearance, then move to bulk roll orders once everything is stable.
With the right PET ALOx film manufacturer and supplier, you can turn high-barrier, transparent packaging from a concept into a repeatable, profitable part of your portfolio.