Mono-Material Films: An updated version of packaging material
The packaging industry has witnessed a significant shift towards sustainability, driven by increasing consumer consciousness and regulatory pressures. Mono-material films have arisen as a promising solution to address environmental distress associated with traditional multi-material packaging.
This blog will enlighten us with a comprehensive overview of Mono-Material films, highlighting their significance, characteristics, benefits, challenges, and diverse applications in the packaging industry.
Packaging is key in preserving and protecting goods while influencing consumer behavior and environmental sustainability. Traditional packaging materials often comprise multiple layers of different polymers, making them challenging to recycle and contributing to environmental pollution.
In a world increasingly conscious of environmental sustainability, the concept of mono-materials has emerged as a promising solution to mitigate the environmental impact of packaging.
Mono-Materials: What does it mean?
Mono-material, or monomaterial, refers to a type of material that is composed of a single substance or polymer throughout its entire structure. In the context of packaging, mono-material packaging refers to packaging made from a single type of polymer, such as polyethylene (PE mono), polypropylene (mono PP), polyethylene terephthalate (PET), Polyvinyl chloride(PVC), Regenerated cellulose fibre (RCF), rather than multiple layers or types of materials.
Mono-material packaging is designed to simplify the recycling process by eliminating the need for separating different materials, consequently increasing recycling efficiency and reducing contamination. This approach aligns with the principles of the circular economy, where materials are kept in use for as long as possible through recycling and reuse.

Features of Mono-Material Films: The ins and outs of its addition
Mono-materials possess several crucial characteristics that distinguish them from conventional multi-material packaging:
- Homogeneity: Unlike multi-material packaging, which encompasses different layers of various polymers or materials, mono-materials consist of a single polymer type all over the structure. This homogeneity facilitates recycling and waste management processes.
- Compatibility: Mono-materials are designed to be compatible with existing recycling infrastructure, enabling easier sorting, collection, and recycling compared to multi-material packaging.
- Barrier Properties: While mono-materials may lack the barrier properties of multi-material packaging, advancements in polymer science and technology have enabled the development of mono-materials with adequate barrier properties for specific applications.
- Elasticity and Adaptability: Monomaterial films offer flexibility in design and application, allowing for customization based on packaging requirements such as strength, transparency, and printability.
Significance of Mono-Material Films: Why it is worthy?
Mono-material films represent a paradigm shift in packaging design and production, offering several significant advantages:
- Superior Recyclability: Mono-material films simplify the recycling process by eliminating the need for separating different polymer layers, thus increasing recycling efficiency and reducing contamination.
- Reduced Environmental Impact: By promoting recyclability and minimizing material complexity, mono-material films help mitigate the environmental footprint associated with packaging waste, including carbon emissions and resource depletion.
- Regulatory Amenability: With increasing regulatory scrutiny on packaging waste and environmental sustainability, mono-material films enable companies to meet compliance requirements and align with evolving regulations.
- Consumer Perception: As consumers become more environmentally conscious, packaging made from mono-material films can enhance brand reputation and appeal to eco-conscious consumers, driving market competitiveness.
Advantages of Mono-material Films
The adoption of mono-material films in packaging offers plentiful benefits to both manufacturers and consumers:
- Cost Effectiveness: Mono-material films modernize the packaging manufacturing process and reduce material costs by using a single polymer type, resulting in cost savings for producers.
- Design Liberty: Mono-material films offer greater design flexibility and customization options, permitting for innovative packaging solutions tailored to specific products and market demands.
- Sustainability: By encouraging recyclability and reducing material complexity, mono-material films contribute to a more sustainable packaging ecosystem, aligning with corporate sustainability goals and consumer preferences.
- Supply Chain Efficiency: Mono-material films streamline the supply chain by reducing the number of materials and suppliers involved, leading to improved logistics and inventory management.
Potential Applications of Mono-material Films
Mono-material films find diverse applications across various industries, including:
- Food Packaging: Mono-material films are used for packaging non-perishable food items such as snacks, cereals, and confectionery, where barrier properties are less critical.
- Beverage Packaging: Mono-material films are employed in the packaging of beverages such as water, juices, and soft drinks, offering lightweight and cost-effective solutions.
- Personal Care Products: Mono-material films are suitable for packaging personal care products such as shampoo bottles, cosmetic containers, and hygiene products, where recyclability and sustainability are key considerations.
- Pharmaceuticals: Mono-material films are utilized in pharmaceutical packaging for tablets, capsules, and other medical products, providing protection and tamper-evident features.
- Industrial Packaging: Mono-material films are used for industrial applications such as bulk packaging, pallet wrapping, and protective packaging, offering strength, durability, and cost efficiency.

Challenges and Limitations
Despite their numerous benefits, mono-material films face several challenges and limitations that may impact their widespread adoption:
- Barrier Properties: Achieving adequate barrier properties, such as oxygen and moisture resistance, remains a challenge for certain applications, particularly in food packaging where preservation is critical.
- Material Performance: Mono-material films may exhibit inferior mechanical or optical properties compared to traditional multi-material packaging, necessitating further research and development to address performance concerns.
- Technical Constrictions: Manufacturing mono-material films with complex structures or functionalities may need advancements in polymer processing and formulation technologies, increasing production costs and lead times.
- Market Acceptance: Despite growing awareness of environmental issues, market acceptance of mono-material films may vary depending on factors such as consumer preferences, product compatibility, and cost considerations.
A design-for-recycling method has been applied to comprehend high performance films for packaging applications. Mono-material polyolefin flexible films with remarkable barrier properties to gases and UV radiation have been developed by applying coatings based on graphene derivatives.
The applied coatings show very regular morphology, and do not change the flexibility and the overall mechanical properties of the substrates. The new barrier films are easy recyclable, as demonstrated by their reprocessing by extrusion and compression moulding. The proposed materials represent a promising solution to realize polymer based high performance mono-material products with a sustainable end-of-life choice.
Why Choose CloudFilm’s PE Film for Your Packaging Needs?
A premier Polyethylene (PE) film manufacturer and supplier, CloudFilm offers an extensive range of PE films, including LDPE films, MDPE films, and CPE films. Dedicated to providing single-material and 100% recyclable packaging solutions, CloudFilm PE films are personalized to meet miscellaneous packaging needs, ensuring quality, durability, and environmental sustainability.

Mono-Material Films FAQ: CloudFilm Answers Buyers’ Key Questions
Q1. What is mono-material packaging in flexible films?
In flexible packaging, mono-material (or monomaterial) means that all main film layers belong to the same polymer family – for example, all-PE (polyethylene) or all-PP (polypropylene) structures.
In many industry guidelines, packaging is considered “mono-material” when at least around 90% of the structure by weight comes from a single polymer type, with only small amounts of inks, adhesives or coatings.
This homogeneous design makes sorting and recycling easier compared with traditional PET/AL/PE or PET/PA/PE laminates.
Q2. When should I choose mono-PE films vs mono-PP films?
As a simple rule of thumb:
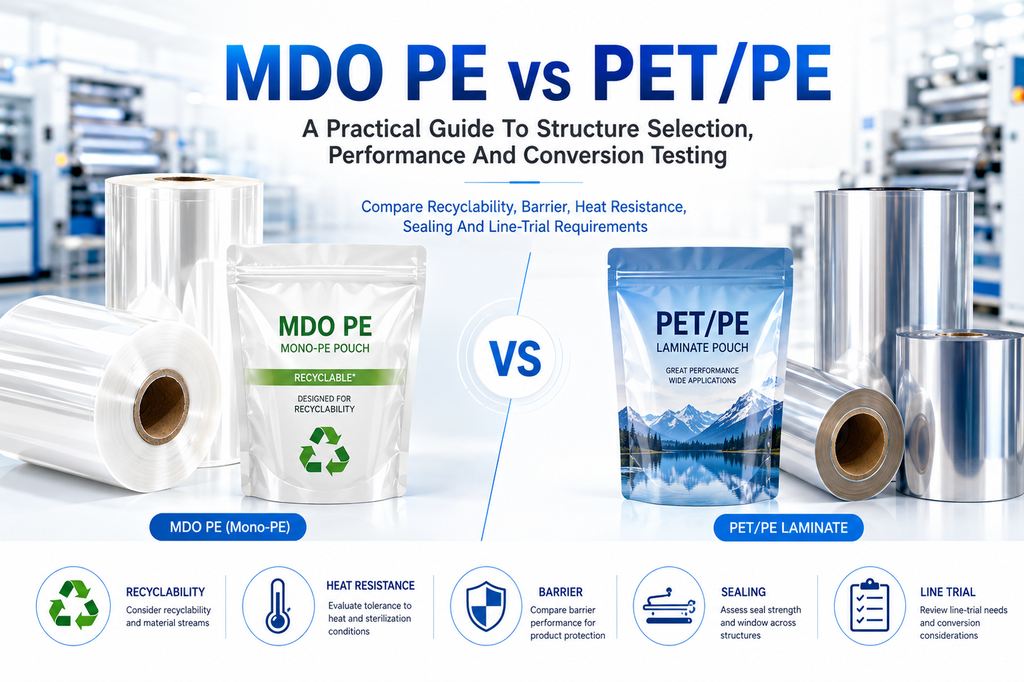
- Mono-PE (all-PE) films are softer and more flexible, with good low-temperature toughness and sealability. They are a strong choice for frozen food, pet food, liquid detergents and refill pouches. CloudFilm’s recyclable pouches based on PE/PE, MDOPE/PE and BOPE/PE structures are typical examples.
- Mono-PP (all-PP) films are stiffer, with higher heat resistance and good clarity. They work well for snacks, biscuits, confectionery and some label or overwrap applications, often using PP film in BOPP/CPP laminates.
If you want maximum softness, cold resistance or squeeze performance, mono-PE is usually better. If you need a crisp, rigid feel and higher temperature resistance (e.g. for certain dry foods), mono-PP may be the better fit.
Q3. Can mono-material films fully replace my existing PET/AL/PE laminates?
Not always “one-to-one”, but in many applications they can. For dry snacks, cereals, pet treats, detergents and many ambient foods, mono-PE or mono-PP structures with the right thickness and barrier design can deliver comparable shelf life while being designed for recycling.
For ultra-high barrier needs – such as very long shelf-life coffee, retort pouches or aggressive chemicals – traditional PET/AL/PE or PET/PA/PE laminates may still be necessary today. CloudFilm often helps customers migrate step-by-step: first moving some SKUs to mono-material recyclable pouches, then optimising more challenging products later.
Q4. Are mono-material pouches truly recyclable in my country?
Mono-material pouches are designed for recycling, but actual recyclability always depends on local collection and recycling infrastructure. In regions where PE or PP flexible film streams exist, all-PE or all-PP pouches generally have a much better chance to be accepted than mixed PET/AL/PE laminates.
CloudFilm recommends that brands:
- Check with local waste-management or How2Recycle-type schemes;
- Align pouch design with their regional guidelines;
- Avoid misleading claims like “100% recyclable everywhere”.
Q5. Which products are most suitable for mono-material films right now?
Based on current market practice, mono-material films work especially well for:
- Snacks, nuts, cereals, confectionery and bakery items
- Coffee, tea and dry mixes in stand-up or flat bottom pouches
- Pet food and treats in quad seal or flat bottom pouches
- Frozen vegetables, meat portions and ready-to-cook dishes
- Household refills like detergents, fabric softeners and cleaners using spout pouches
These categories usually fill at ambient temperature, do not require retort, and can accept PE or PP-based structures with tuned barrier.
Q6. What mono-material solutions can CloudFilm supply?
CloudFilm offers both films and finished pouches for mono-material projects:
- Mono-PE films, including MDO PE Film and BOPE Film, for all-PE laminates.
- PP Film for mono-PP structures in snacks, labels and overwraps.
- Recyclable pouches based on mono-PE or mono-PP.
- Flexible pouch formats such as stand-up, quad seal and flat bottom pouches that can be engineered in mono-material versions.
Depending on your project, we can supply roll stock only, premade pouches, or a combination of both.
Q7. What information should I prepare to get a mono-material proposal or quotation from CloudFilm?
To receive a fast and accurate proposal, it helps to prepare:
- Product details – what you will pack (e.g. coffee beans, pet food, powdered detergent, liquid detergent).
- Packaging format – stand-up pouch, flat bottom pouch, quad seal pouch or roll stock for VFFS/HFFS.
- Target markets and shelf life – e.g. EU, UK, North America; expected shelf life in months.
- Sustainability goals – mono-PE, mono-PP, high-barrier recyclable, or inclusion of PCR film.
- Estimated annual volume and target delivery port.
With these inputs, CloudFilm can quickly suggest suitable mono-material structures and share an indicative quotation.
Q8. Can CloudFilm provide samples or trial rolls before mass production?
Yes. CloudFilm can provide stock samples or small trial runs of mono-material pouches and films so you can test sealing, machinability and shelf appearance before committing to full orders. This approach is already used for our recyclable pouches and other flexible packaging projects.
Q9. How do mono-material solutions affect my packaging cost?
Film cost per kilo for advanced mono-material structures (e.g. MDOPE/PE or BOPE/PE) can sometimes be slightly higher than standard PET/PE laminates. However, total cost is influenced by many factors:
- Potentially lower EPR or plastic tax fees in some regions
- Simplified material purchasing and inventory
- Stronger sustainability claims and brand value
In practice, many brands find that mono-material packs are cost-competitive once these factors are considered. CloudFilm can help you compare options side by side for your specific project.
Q10. Can mono-material films work for coffee, pet food or detergents that need higher barrier?
Yes, in many cases they can. Using mono-PE structures upgraded with MDOPE or BOPE, plus EVOH or other barrier layers where needed, CloudFilm can design recyclable coffee, pet food and detergent pouches that meet typical shelf-life requirements.
For extremely demanding applications—such as very long shelf-life retort products—traditional high-barrier laminates may still be more appropriate. We often recommend using mono-material for as many SKUs as possible, while keeping a limited number of high-barrier laminates for critical lines.
Q11. Can mono-material structures include PCR or other eco-friendly materials?
Yes. Mono-material design focuses on using one polymer family; within that family, you can still incorporate post-consumer recycled (PCR) content or bio-based grades.
CloudFilm’s PCR Film range provides PE films with 20–100% recycled content and GRS/ISCC certification, which can be combined into recyclable structures where regulations and performance requirements allow.
Q12. How do I start a mono-material project with CloudFilm?
A typical cooperation flow is:
- Share your current structures and pain points (e.g. PET/AL/PE coffee pouch, high EPR fees).
- Clarify targets – recyclability, cost, barrier, appearance.
- CloudFilm proposes one or two mono-PE or mono-PP options, often linked to Recyclable Pouches, MDO PE Film, BOPE Film or PP Film pages.
- We prepare trial rolls or sample pouches for line testing.
- After successful trials, we finalize specs, confirm MOQ and lead time, and move into regular orders.
Future Perspectives and Conclusion

The latest Smithers Research suggests that Easy-to-Recycle Mono-Material Film packaging solutions will grow by 3.8% and reach $71 billion in 2025. Mono-material films represent a noteworthy innovation in the packaging industry, offering a sustainable solution to address environmental concerns while meeting the evolving needs of consumers and regulatory requirements.
Despite facing challenges and limitations, ongoing research and development efforts drive advancements in mono-material technology, paving the way for amplified adoption across diverse industries. As awareness of environmental sustainability continues to grow, mono-material films are poised to play a pivotal role in shaping the future of packaging towards a more sustainable and circular economy.