In-mold labeling, often called IML, is a decoration and labeling process where a printed label is placed inside the mold before plastic molding begins. During injection molding or blow molding, the label becomes part of the plastic container surface instead of being applied afterward.
For packaging buyers, converters, printers, and brand owners, the in-mold labeling process offers a clean, durable, and premium-looking packaging solution. It is widely used for yogurt cups, dairy containers, ice cream tubs, food boxes, lids, paint buckets, household containers, and thin-wall plastic packaging.
When the right IML film, printing process, die-cutting accuracy, static control, and molding parameters are matched together, the final container can achieve excellent graphics, strong scratch resistance, moisture resistance, and a label surface that does not peel off easily.
For companies looking for a reliable IML film supplier or manufacturer, understanding the full process is important before requesting samples, technical data sheets, or bulk pricing.

What Is The In-Mold Labeling Process?
The in-mold labeling process is a production method where the label is inserted into the mold before the plastic resin is injected or molded. The label is held in the correct position by vacuum, static electricity, or mechanical assistance. Then, the molten plastic enters the mold and bonds with the label during forming.
After cooling and demolding, the label is no longer a separate sticker. It becomes an integrated part of the container wall. This is why IML packaging usually has a smooth surface, high-end appearance, and strong resistance to peeling, moisture, and abrasion.
Compared with traditional pressure-sensitive labels, wet glue labels, or sleeve labels, IML can reduce secondary labeling steps. The decoration is completed during the molding process itself, which helps improve production efficiency when the full system is well controlled.
IML is especially suitable for polypropylene containers because many IML labels are made with PP-based or BOPP-based films. Using similar polymer materials can help the label and container fuse more effectively and may support more compatible mono-material packaging designs.
Why Brands Choose IML Packaging
Brands choose IML packaging because it combines decoration, durability, and production efficiency in one process. The label can cover a large area of the container and deliver high-quality printed graphics that remain stable during storage, transport, and consumer use.
For food packaging, IML is often used on yogurt cups, butter tubs, ice cream containers, snack boxes, and ready-meal packaging. For non-food packaging, it is common on paint buckets, detergent containers, storage boxes, cosmetic containers, and household product packaging.
A well-made IML container gives the brand a premium shelf image. The surface can be glossy, matte, pearlized, textured, or opaque, depending on the selected film and print design. This makes IML suitable for both mass-market packaging and high-value product lines.
From a manufacturing point of view, IML can also support high-speed production. Once the label magazine, robotic arm, mold cavity, static system, and injection molding machine are matched correctly, the process can run continuously with stable output.
IML Film: The Foundation Of Stable In-Mold Labeling
The IML film is one of the most important materials in the entire process. If the film is not suitable, even a good printing machine and injection molding line may still face problems such as label curling, poor feeding, static failure, weak bonding, wrinkling, or label movement inside the mold.
Common IML films are based on BOPP or PP structures. Some grades are solid films, while others are cavitated or pearlized structures. Cavitated films can provide opacity, stiffness, and lower density, while solid films may be selected for applications that require a different appearance or mechanical balance.
A professional BOPP film manufacturer usually controls film thickness, density, flatness, surface treatment, anti-static performance, and winding quality carefully. These factors directly influence printing, die-cutting, label feeding, and final molding quality.
For IML packaging, the film must not only look good after printing. It must also survive heat, pressure, and mechanical handling during injection molding. Therefore, the film selection should always be based on the final container type, mold design, printing method, label size, and production speed.
Key Properties Required For IML Film
1. Good Printability
IML packaging depends heavily on printed graphics. The film surface needs suitable treatment for ink adhesion, sharp dots, stable color reproduction, and clean text. For gravure, offset, flexographic, or digital printing, the film surface energy and coating system must match the ink system.
If the film has poor printability, the final label may show weak ink adhesion, color shift, poor registration, or ink transfer during handling. This is why many buyers compare IML film samples by printing small test runs before confirming mass production.
For projects requiring strong ink anchorage and high-definition graphics, buyers may also review BOPP printing film options to better understand how surface treatment and film stability affect label printing.
2. Stable Flatness And Low Curling
Flatness is critical for IML labels. If the label curls after printing, lamination, sheeting, or die-cutting, it may not feed correctly into the label magazine. It may also shift inside the mold cavity before injection.
Good IML film should maintain stable flatness through printing, drying, die-cutting, stacking, and molding. This helps reduce machine stoppage, label misplacement, edge lifting, and reject rates.
3. Anti-Static Performance
Static control is one of the key differences between IML film and ordinary label film. During the process, the label may need to be picked up by a robotic arm and held inside the mold cavity by static electricity or vacuum suction.
If the anti-static balance is not controlled well, labels may stick together, double-feed, move inside the mold, or fail to stay in position. A stable anti-static property helps improve feeding accuracy and molding consistency.
4. Heat Resistance During Molding
During injection molding, the film is exposed to high temperature and pressure. It must keep its shape and appearance without deformation, shrinkage, or surface damage.
Heat resistance is especially important for thin-wall packaging and high-speed molding lines. The label must bond well with the container while still maintaining printed graphics and dimensional stability.
5. Proper Stiffness And Die-Cutting Performance
IML labels need enough stiffness to be picked, transferred, and placed accurately. At the same time, the material should be suitable for clean die-cutting without dust, burrs, or edge damage.
Poor die-cutting quality can cause feeding problems, label sticking, mold contamination, and visible defects on the final container. This is why film thickness, density, surface structure, and die-cutting tools must be considered together.
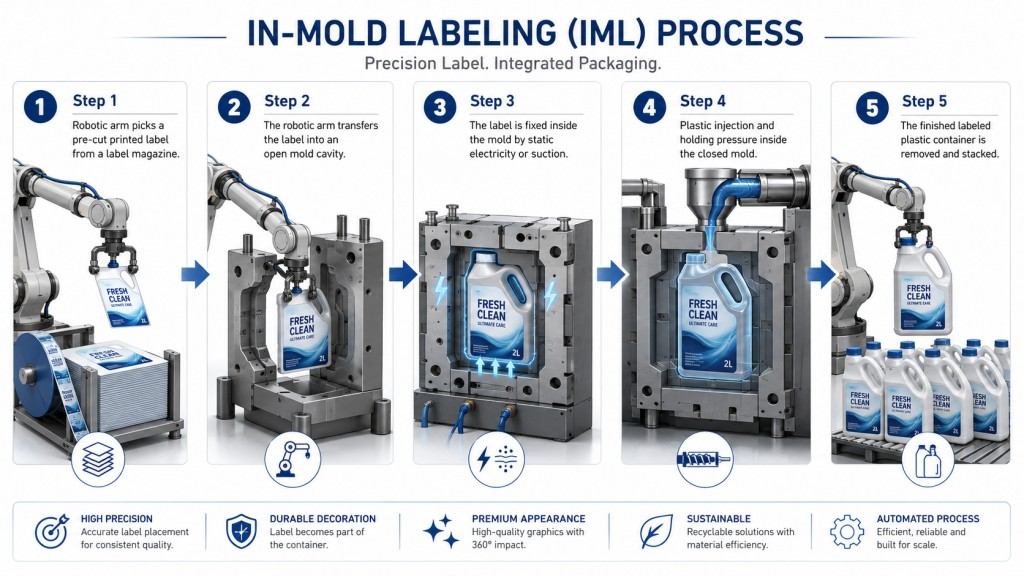
Step-By-Step In-Mold Labeling Process
Step 1: Choose The Right IML Film Grade
The process begins with material selection. The buyer, printer, converter, or molder should confirm whether the label will be single-layer, two-layer laminated, or three-layer laminated. The application may require gloss, high gloss, matte, cavitated, solid, pearlized, or textured appearance.
Typical IML film thicknesses may include 35 μm, 45 μm, 60 μm, 70 μm, or 85 μm, depending on the container size, label format, printing method, and molding conditions. Thinner labels may be suitable for small containers, while thicker labels may be chosen for larger buckets, lids, or labels that require higher stiffness.
Before ordering, it is helpful to share the container size, label drawing, molding method, mold cavity design, printing method, and target production speed with the film supplier.
Step 2: Prepare Artwork And Prepress Files
The artwork must be designed for the container shape and molding behavior. Because the label will be placed inside the mold, distortion, curved surfaces, edges, and overlap areas must be considered early.
For food containers and dairy cups, the artwork often includes product branding, nutrition information, barcodes, QR codes, and regulatory content. For paint buckets and household containers, the label may require strong color blocks, warning information, usage instructions, and abrasion-resistant graphics.
Good prepress work helps prevent problems such as misalignment, barcode distortion, text deformation, or poor visual balance after molding.
Step 3: Print The IML Film
The selected IML film is printed by gravure, offset, flexographic, or other suitable methods. Gravure printing is often used for high-volume roll-fed jobs with strong color consistency. Sheet-fed offset printing is common in some IML label production systems, especially for sheet-based operations.
The printing side depends on the label structure. Some laminated IML labels use reverse printing and lamination to protect the ink layer. Single-layer labels may use surface printing, depending on the application, ink system, and surface requirements.
During printing, the converter must control ink adhesion, drying, registration, tension, and static. Any defect at this stage may become more visible after the label is molded onto the container.
Step 4: Lamination If Required
Some IML labels use a two-layer or three-layer laminated structure. Lamination can improve ink protection, surface effect, stiffness, and overall label performance. For example, a printed layer may be laminated with another PP-based film to protect graphics and improve handling.
The lamination surface tension and bonding strength must be carefully controlled. If the bond is weak, the label may delaminate, wrinkle, or fail during molding or later use.
For laminated labels, the full structure should be tested before mass production. A small difference in thickness, density, tension, or adhesive system may change label feeding and mold behavior.
Step 5: Slitting, Sheeting, And Die-Cutting
After printing and lamination, the material is slit, sheeted, and die-cut into the final label shape. Die-cutting accuracy is extremely important because the label must fit the mold cavity precisely.
The cut edge should be clean, with no dust, burrs, or deformation. Poor die-cutting can cause labels to stick together or fail to sit correctly inside the mold.
Stacking quality also matters. Labels must be stacked neatly so that the robotic arm or label feeding system can pick them one by one without double-feeding or missing labels.
Step 6: Load Labels Into The Magazine
The die-cut labels are loaded into the label magazine of the IML system. The magazine must hold the labels in the correct position and allow smooth picking at production speed.
At this stage, label flatness, anti-static behavior, cut accuracy, and surface friction all become important. If the label is too soft, too curled, too slippery, or too sticky, the feeding system may become unstable.
Step 7: Robotic Arm Picks And Transfers The Label
A robotic arm or automation system picks the label from the magazine and transfers it into the mold cavity. The label must stay aligned during the movement.
High-speed IML systems require excellent repeatability. Even small changes in label stiffness, stack height, or static level can affect picking accuracy.
Step 8: Label Is Fixed Inside The Mold
The label is placed inside the mold cavity and fixed by static electricity, vacuum suction, or a combination of methods. This step is essential because the label must not move when molten plastic enters the mold.
If the label shifts, wrinkles, or lifts at the edge, the final container may show visible defects. Proper mold design, static control, label size, and film flatness all help prevent this issue.
Step 9: Injection Molding And Bonding
Molten plastic resin is injected into the mold. The plastic flows behind the label and forms the container wall. Under heat and pressure, the label bonds with the molded plastic surface.
The injection speed, holding pressure, mold temperature, cooling time, resin type, and label film all influence the final bonding quality. A well-matched system creates a smooth, integrated surface.
Step 10: Demolding, Stacking, And Inspection
After cooling, the finished container is removed from the mold and stacked for inspection. The production team checks label position, surface smoothness, color appearance, edge bonding, scratches, wrinkles, and contamination.
For food packaging, additional checks may include odor, migration compliance, carton packing, and traceability documentation. For export orders, pallet packing and moisture protection are also important.
Common IML Film Structures And Applications
Different IML packaging projects need different film grades. A small yogurt cup, a large paint bucket, and a flat lid do not require the same film structure.
| IML Film Option | Typical Feature | Common Application |
|---|---|---|
| Solid BOPP IML Film | Smooth appearance, good print base, stable handling | Cups, lids, small containers |
| Cavitated BOPP IML Film | Lower density, opacity, good stiffness | Food tubs, dairy cups, buckets |
| High Gloss IML Film | Strong shelf impact and bright graphics | Premium food and household packaging |
| Textured IML Film | Orange-peel or special tactile surface | Buckets, industrial containers, decorative packaging |
| Laminated IML Structure | Better ink protection and stiffness control | High-value labels and demanding molding lines |
For buyers comparing IML film with other label materials, BOPP synthetic paper may also be useful for waterproof, tear-resistant, and durable label applications outside the in-mold process.
For packaging that needs a white opaque and premium shelf look, BOPP pearlized film can help buyers understand how cavitated PP-based films create opacity, lower density, and attractive visual effects.
In-Mold Labeling Vs Traditional Labeling
Traditional labeling methods apply the label after the container is formed. This includes pressure-sensitive labels, wet glue labels, shrink sleeves, and wrap-around labels. These methods are flexible and widely used, but the label remains a separate layer on the container.
In-mold labeling integrates the label during the molding process. This means the label has better resistance to peeling and moisture, and the final package often looks more seamless.
However, IML requires more accurate control. The label material, die-cutting, static system, robotic handling, mold design, and injection molding parameters must work together. For this reason, IML is not simply a label purchase. It is a system-level packaging project.
Key Technical Control Points In IML Production
Label Positioning
The label must match the mold cavity exactly. If the label size, die-cutting tolerance, or robotic placement is not accurate, the final container may show misalignment.
Static Or Vacuum Control
The fixing method must hold the label firmly before injection. If the static is too weak, the label may fall or move. If static is too strong or uncontrolled, labels may stick together during feeding.
Film Surface Treatment
Surface treatment affects printability, lamination bond, and sometimes molding behavior. A stable dyne level helps ink and adhesive perform consistently.
For a deeper understanding of polypropylene film behavior, buyers can review BOPP film properties before finalizing label film specifications.
Mold And Resin Compatibility
IML is commonly used with PP containers, but the resin grade, melt flow, injection temperature, and mold design must be compatible with the label. Poor compatibility can lead to weak bonding or visual defects.
Storage And Handling
IML labels should be stored in a clean, dry, temperature-stable environment. Humidity, dust, deformation, and poor stacking can affect feeding and molding performance.

Typical Problems In The In-Mold Labeling Process
Label Curling
Curling may come from poor film flatness, unbalanced printing tension, lamination stress, drying temperature, or storage conditions. It can cause feeding failure and label movement inside the mold.
Double Feeding
Double feeding happens when two labels are picked at the same time. This may be caused by static imbalance, poor die-cutting, rough edges, or unsuitable stacking.
Label Shifting Inside The Mold
Label shifting may occur when static or vacuum force is not strong enough, the label shape is not suitable, or the injection flow impacts the label too strongly.
Wrinkles And Bubbles
Wrinkles can result from poor label placement, uneven mold surface, incorrect injection speed, or unsuitable film stiffness. Bubbles may appear if air is trapped or the label does not contact the mold surface correctly.
Poor Ink Adhesion
Ink adhesion problems may come from low surface treatment, wrong ink system, insufficient drying, or poor compatibility between film, ink, and lamination layers.
Weak Bonding With Container
Weak bonding may be caused by incompatible film and resin, incorrect molding temperature, poor label position, or unsuitable film structure.
How To Choose A Reliable IML Film Supplier Or Manufacturer
Choosing a reliable IML film supplier is not only about price per kilogram. The supplier should understand film production, printing behavior, die-cutting requirements, and injection molding performance.
A good IML film manufacturer should be able to support sample testing, custom thickness, roll width, surface treatment, anti-static performance, and technical documentation. For international buyers, stable export packing and clear communication are also important.
When evaluating a China IML film supplier, consider these points:
- Does the supplier offer both solid and cavitated BOPP IML film options?
- Can the supplier recommend film thickness based on container size and label format?
- Can they support gravure, offset, and laminated label structures?
- Can they provide samples for printing and molding trials?
- Do they understand anti-static control for IML feeding systems?
- Can they provide technical data sheets and quality documents?
- Can they customize width, roll length, core size, and packing method?
- Do they have experience with food containers, cups, lids, buckets, and household packaging?
For buyers who also need sealing structures in PP-based packaging, heat sealable BOPP film may be another useful material to review for related packaging projects.

What Information Should You Provide For An IML Film Quotation?
To get a fast and accurate quotation, it is best to provide more than just the film thickness. A professional supplier needs to understand the full application.
You can prepare the following information:
- Final application: yogurt cup, food container, lid, paint bucket, storage box, or household product
- Film type: solid, cavitated, high gloss, matte, white opaque, or textured
- Thickness requirement: for example 35 μm, 45 μm, 60 μm, 70 μm, or 85 μm
- Printing method: gravure, offset, flexo, or other method
- Structure: single-layer label, two-layer laminate, or three-layer laminate
- Label size and die-cutting drawing
- Roll width, roll length, core size, or sheet size
- Anti-static requirement
- Molding method: injection molding or blow molding
- Container resin: PP or another plastic material
- Trial quantity and regular monthly demand
- Destination port and trade term, such as FOB, CFR, or CIF
If you already have a current label sample, finished container, or technical data sheet, sending photos and physical samples can save time and reduce trial risk.
Why Work With CloudFilm Packaging
CloudFilm Packaging supplies flexible packaging films for global buyers, converters, printers, and packaging manufacturers. For IML film projects, CloudFilm can help buyers evaluate BOPP-based film options for printing, lamination, die-cutting, and in-mold labeling applications.
The goal is not only to supply film rolls. The goal is to help customers select a film that runs smoothly through the full chain: printing, converting, label feeding, mold placement, injection molding, finished container inspection, packing, and export shipment.
Whether you are developing a new yogurt cup, food tub, thin-wall container, lid, paint bucket, or household product package, CloudFilm can support trial samples, technical discussion, specification matching, and export supply.
For buyers comparing different label materials, CloudFilm also provides related resources such as BOPP labels to help understand material choices for pressure-sensitive labels, wrap-around labels, and in-mold labels.
FAQs About The In-Mold Labeling Process
1. What does in-mold labeling mean?
In-mold labeling means placing a printed label inside the mold before the plastic container is formed. During molding, the label bonds with the container and becomes part of the surface.
2. What is IML film?
IML film is a specially designed label film used in the in-mold labeling process. It is usually made from PP or BOPP-based material and must have good printability, flatness, stiffness, anti-static performance, and heat resistance.
3. Is IML the same as a sticker label?
No. A sticker label is applied after the container is made. An IML label is placed inside the mold and becomes integrated with the container during molding.
4. What materials are used for IML labels?
Common materials include BOPP, PP, cavitated PP film, solid PP film, and laminated PP-based structures. The best choice depends on the container, printing method, appearance, and molding process.
5. Why is BOPP used for IML film?
BOPP offers good stiffness, printability, moisture resistance, dimensional stability, and a suitable surface for high-quality decoration. PP-based labels also work well with PP containers.
6. What thickness is common for IML film?
Common IML film thicknesses may include 35 μm, 45 μm, 60 μm, 70 μm, and 85 μm. The correct thickness depends on label size, container shape, feeding system, and molding conditions.
7. Can IML film be used for food packaging?
Yes. IML is widely used for food containers such as yogurt cups, ice cream tubs, butter boxes, lids, and other PP food packaging. Food-contact documentation should be confirmed based on the target market.
8. What printing methods are suitable for IML labels?
Gravure, offset, flexographic, and other printing methods may be used. The right method depends on order quantity, artwork, label format, and converting process.
9. Does IML film need anti-static treatment?
In most IML applications, anti-static performance is very important. It helps labels separate properly, feed smoothly, and stay in the mold cavity during the process.
10. Why do IML labels curl?
Curling can be caused by poor film flatness, printing tension, lamination stress, drying temperature, humidity, or poor storage. Curling should be tested before mass production.
11. What causes label movement inside the mold?
Label movement may come from weak static force, incorrect vacuum setting, poor label shape, wrong film stiffness, high injection impact, or poor robotic placement.
12. Can IML labels be glossy or matte?
Yes. IML labels can be glossy, high gloss, matte, pearlized, opaque, or textured. The final appearance depends on the selected film and printing design.
13. Is IML packaging recyclable?
Many IML packages use PP labels with PP containers, which can support better material compatibility. Actual recyclability depends on local recycling systems, inks, additives, and container design.
14. What is the difference between single-layer and laminated IML labels?
Single-layer labels use one film layer and are often simpler. Laminated labels use two or more layers to improve ink protection, stiffness, surface effect, or performance during molding.
15. What should I test before placing a bulk order?
You should test printing quality, die-cutting quality, label feeding, static behavior, mold placement, bonding strength, container appearance, scratch resistance, and final packing performance.
16. Can CloudFilm provide IML film samples?
Yes. Buyers can request samples for printing, die-cutting, and molding trials. It is best to share the application, thickness, label size, and molding conditions before sampling.
17. How do I choose an IML film supplier?
Choose a supplier that understands film production, printing, die-cutting, anti-static control, molding requirements, technical documentation, and export supply. Price is important, but stable production performance is more important.
18. What details are needed for an IML film quotation?
Please provide film thickness, width, structure, application, printing method, label size, anti-static requirement, sample photos, monthly quantity, and destination port.
Conclusion
The in-mold labeling process is a high-value packaging solution that combines label decoration and container molding into one integrated production system. It can create durable, premium, moisture-resistant, and visually attractive packaging for food, dairy, household, industrial, and personal care products.
However, stable IML production depends on more than good artwork. The film must be suitable for printing, lamination, die-cutting, label feeding, mold placement, heat resistance, and final bonding.
For buyers looking for a dependable IML film supplier or manufacturer, the best approach is to share full application details, test samples before mass production, and work with a film partner that understands both material performance and real packaging production.
CloudFilm Packaging can support global buyers with BOPP-based IML film solutions, sample testing, technical discussion, and export supply for cups, lids, buckets, containers, and branded plastic packaging.
中文版 Blog