Introduction: The Core Technology of Packaging Revolution
Multilayer film packaging stands at the forefront of modern packaging innovation, revolutionizing how products are preserved, protected, and presented across industries. As consumer demands for longer shelf life, sustainable solutions, and superior product protection continue to grow, multilayer film packaging has emerged as a critical technology that addresses these complex requirements.
At CloudFilm, we’ve witnessed firsthand how this advanced packaging solution transforms product integrity and market competitiveness. This comprehensive guide explores the intricate world of multilayer film packaging, from its fundamental structure to cutting-edge applications and future developments.
Understanding Multilayer Film Packaging Basics
Multilayer film packaging consists of multiple layers of different materials, each serving a specific function in the overall packaging structure. Typically, these films include three to seven layers, though some advanced applications may feature even more complex configurations.
The outer layer provides mechanical strength and printability, middle layers offer barrier properties against gases, moisture, and light, while the inner layer ensures heat-sealability and product compatibility.
The manufacturing processes primarily include co-extrusion, where multiple molten polymers are simultaneously extruded and combined, and lamination, which bonds separate layers using adhesives or extrusion coating. Each method offers distinct advantages depending on the desired packaging properties and cost considerations.

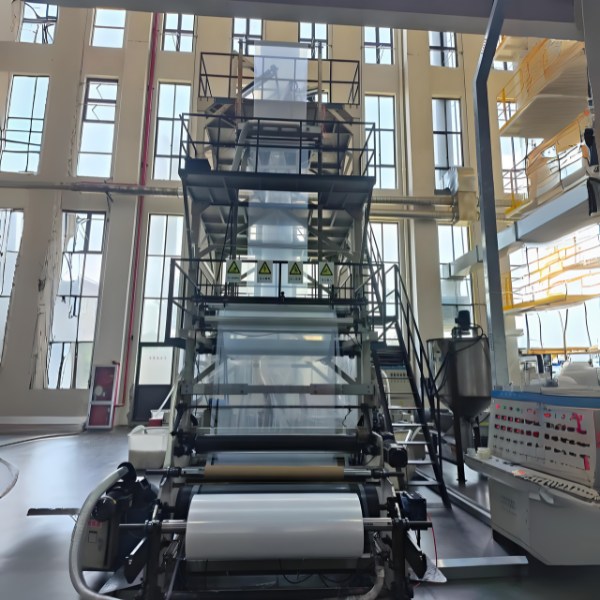
{ Multilayer Film Packaging Co-extrusion Line }
Core Advantages of Multilayer Film Packaging
The superiority of multilayer film packaging lies in its exceptional barrier properties. By combining materials with complementary characteristics, these films achieve protection levels unattainable with single-layer alternatives. They effectively block oxygen transmission, prevent moisture ingress, and provide UV protection, significantly extending product shelf life.
Beyond preservation, multilayer films offer remarkable material efficiency. They provide maximum protection with minimal material usage, reducing both packaging costs and environmental impact. The customizable nature of these films allows manufacturers to tailor properties precisely to product requirements, optimizing performance while eliminating unnecessary material.
Industry Applications Deep Dive
Multilayer film packaging finds extensive applications across various sectors, each with unique requirements and challenges:
| Industry | Key Requirements | Common Film Structures | Benefits |
|---|---|---|---|
| Food & Beverage | Oxygen barrier, moisture protection, seal integrity | PET/AL/PE, PA/EVOH/PE | Extended shelf life, freshness preservation |
| Pharmaceuticals | High barrier, sterilization compatibility, chemical resistance | PVC/PVDC/PE, Aclar/structures | Product stability, compliance with regulations |
| Electronics | ESD protection, moisture barrier, puncture resistance | Metallized PET/PE structures | Component protection, static control |
| Personal Care | Barrier properties, aesthetic appeal, dispensing functionality | Complex co-extruded films | Product preservation, user experience |

Technological Innovations and Material Development
The multilayer film packaging landscape continues to evolve with groundbreaking innovations. Nanotechnology integration has enhanced barrier properties at the nanoscale, while smart packaging features like freshness indicators and temperature sensors are becoming increasingly sophisticated.
At CloudFilm, we’re pioneering bio-based polymers and recyclable structures that maintain performance while addressing environmental concerns.
Active packaging technologies, which interact with the product or environment to extend shelf life, represent another frontier. These include oxygen scavengers, ethylene absorbers, and antimicrobial agents incorporated directly into the film structure.
Sustainability and Environmental Challenges
Despite its performance advantages, multilayer film packaging faces significant sustainability challenges. The combination of different materials complicates recycling processes, leading to growing pressure for more environmentally friendly alternatives. The industry is responding with several approaches:
- Monomaterial structures that maintain performance while improving recyclability
- Development of compostable and biodegradable multilayer films
- Advanced recycling technologies capable of separating complex material combinations
- Design for recycling principles that consider end-of-life management from the initial design phase
Market Trends and Future Outlook

The global multilayer film packaging market continues its upward trajectory, driven by increasing demand for convenient, long-lasting, and sustainable packaging solutions. Market analysts project steady growth through 2030, with particular expansion in emerging economies and the food and beverage sector.
Key trends shaping the future include thinner high-performance films, increased adoption of digital printing for customization, and integration of circular economy principles. The industry is also witnessing a shift toward more localized production to reduce supply chain vulnerabilities and carbon footprint.
Practical Guide to Selecting Multilayer Film Packaging
Choosing the right multilayer film packaging requires careful consideration of multiple factors:
- Product Requirements: Assess the specific protection needs, including barrier requirements, mechanical stresses, and chemical compatibility.
- Regulatory Compliance: Ensure the selected materials and structures meet industry-specific regulations and food contact requirements.
- Processing Conditions: Consider the packaging equipment capabilities and process parameters like sealing temperatures and speeds.
- Cost Considerations: Balance performance requirements with budget constraints, considering total cost of ownership rather than just material costs.
- Sustainability Goals: Evaluate environmental impact and alignment with corporate sustainability objectives.
Case Studies: Successful Multilayer Film Packaging
Applications
Several companies have leveraged multilayer film packaging to achieve remarkable results:
A premium coffee producer implemented a high-barrier multilayer structure with degassing valves, extending shelf life from 6 to 12 months while preserving aroma and flavor profiles. This innovation reduced product returns by 40% and enabled expansion into new international markets.
In the pharmaceutical sector, a medication manufacturer switched to a child-resistant, senior-friendly multilayer blister package that improved compliance while meeting stringent regulatory requirements. The solution enhanced patient safety and reduced packaging-related complaints by 65%.
Conclusion and Resources
Multilayer film packaging represents a sophisticated solution to complex packaging challenges across industries. Its ability to combine multiple materials with complementary properties makes it indispensable for modern packaging applications.
As technology advances and sustainability concerns grow, the industry continues to innovate, developing solutions that balance performance, cost, and environmental responsibility.
For further exploration of multilayer film packaging, consider resources from industry associations such as the Flexible Packaging Association, the World Packaging Organisation, and specialized research institutions focusing on packaging science and technology.
Frequently Asked Questions (FAQs)
Q: What makes multilayer film packaging better than single-layer alternatives?
A: Multilayer films combine different materials with complementary properties, providing superior barrier performance, mechanical strength, and functionality that single-layer films cannot achieve. Each layer serves a specific purpose, resulting in overall better product protection and extended shelf life.
Q: Is multilayer film packaging recyclable?
A: Traditional multilayer films present recycling challenges due to material combinations. However, the industry is developing new solutions including monomaterial structures, advanced recycling technologies, and design-for-recycling approaches to improve sustainability.
Q: How much does multilayer film packaging cost compared to alternatives?
A: While multilayer films typically have higher material costs than single-layer alternatives, they often provide better total value through extended shelf life, reduced product waste, and enhanced brand perception. The cost-benefit analysis should consider total system costs rather than just packaging material expenses.
Q: What industries benefit most from multilayer film packaging?
A: Food and beverage, pharmaceuticals, electronics, and personal care industries derive significant benefits from multilayer film packaging due to their stringent requirements for product protection, shelf life extension, and regulatory compliance.
Q: How is CloudFilm addressing sustainability concerns in multilayer packaging?
A: CloudFilm is actively developing recyclable monomaterial structures, bio-based polymers, and thinner high-performance films that reduce material usage while maintaining protective properties. We’re also investing in research on advanced recycling technologies and circular economy solutions.