Food packaging is no longer only about wrapping and sealing. Today, it is expected to protect shelf life, preserve flavor, support food safety, improve efficiency on packaging lines, and, in many cases, reduce material use at the same time.
That is why nanotechnology has become an important topic in the food packaging industry. At the nanoscale, materials can behave differently, and those differences can be used to improve barrier performance, surface functionality, active packaging behavior, and even intelligent monitoring features.
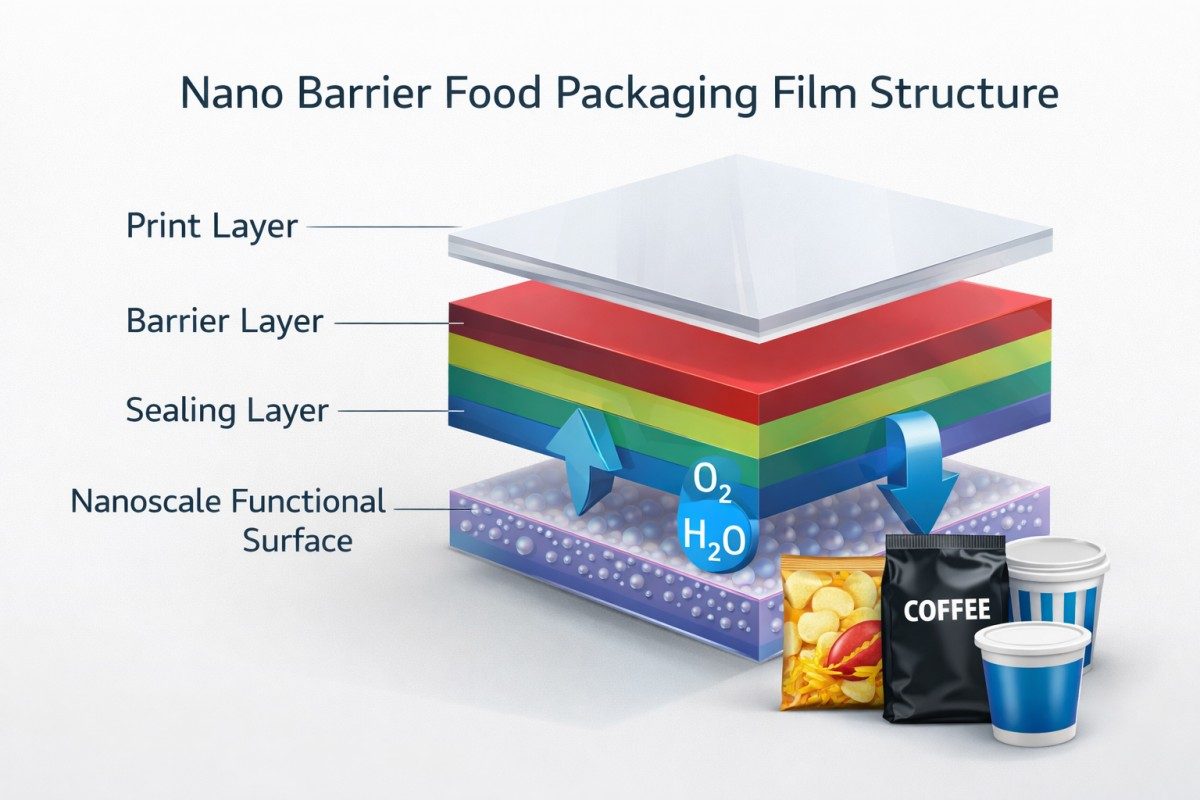
In practical terms, nanotechnology in food packaging does not mean every pack contains visible “nano particles” in a dramatic way. More often, it refers to nanoscale coatings, engineered surface layers, nano-enabled fillers, or ultra-thin functional barrier systems that help a package do more with less material.
This matters because food products face real risks during storage and transport. Oxygen can cause oxidation, moisture can change texture, light can reduce quality, aroma loss can weaken product value, and microbial growth can shorten shelf life.
For export packaging, these risks become even more important because products often travel farther and stay in the supply chain longer. For that reason, nanotechnology is not just a laboratory concept. It has become part of the broader movement toward higher-performance, smarter, and more targeted food packaging design.

What Nanotechnology Means in Food Packaging
Nanotechnology usually refers to the design or use of structures, coatings, particles, or layers that work at the nanometer scale. In food packaging, this can influence how a film blocks oxygen, manages moisture, improves strength, resists fogging, supports antimicrobial performance, or communicates changes in product condition.
A simple way to understand it is this: when material structure becomes more controlled at a very small scale, packaging performance can often become more precise. That precision is valuable in food packaging, where small differences in oxygen transmission, sealing reliability, or moisture resistance can have a major impact on product quality.
Not every nano-enabled food package looks different from the outside. In many cases, the benefit is hidden inside the film structure. A package may still look like a normal pouch, lidding film, or roll stock, but the functional layer design can be much more advanced than traditional packaging.
It is also important to distinguish nanotechnology from intelligent packaging. Some intelligent packaging systems may use nano-sensors or advanced coatings, but the two terms are not identical. Nanotechnology is a material and functional design approach, while intelligent packaging usually focuses on sensing, indication, or communication functions.
Why Nanotechnology Matters for Food Packaging
The biggest reason is performance. Food brands, converters, and packaging buyers want packaging that gives longer shelf life, more stable product quality, stronger differentiation, and fewer failures on the packing line.
Nano-enabled approaches can help improve barrier without always making the structure much thicker. That means a package may achieve stronger oxygen or moisture protection while still remaining lightweight, flexible, and suitable for high-speed form-fill-seal production.
This is especially relevant when manufacturers are trying to balance three goals at once: high protection, good machinability, and lower total material usage. Nanotechnology becomes valuable when it helps packaging designers move closer to all three at the same time.
It also matters because food packaging is becoming more specialized. Coffee, cheese, sauces, bakery products, frozen foods, snack foods, and ready meals do not all need the same barrier profile. A more engineered material approach makes it easier to fine-tune packaging around the actual product rather than using one generic film for everything.
This is why the topic fits naturally into broader discussions around multilayer film packaging technologies. In real packaging development, nanotechnology works best when it is connected to practical material selection, functional layer design, and end-use performance.
Main Applications of Nanotechnology in Food Packaging
1. Barrier Improvement
This is the most important application area. Many food products need protection from oxygen, water vapor, grease, aroma loss, or outside odors. Nano-enabled materials can help create more tortuous diffusion paths or more effective surface barriers, which slows down permeation.
In practical packaging terms, this can support longer shelf life, better flavor retention, improved product appearance, and more stable performance during storage and export transport. For many brands, this is the first reason to explore advanced packaging structures.
A good commercial reference point for buyers is transparent high-barrier packaging. Many food projects today compare different routes such as oxide-coated transparent films, EVOH-based structures, PVDC-based systems, metallized films, or foil laminates depending on whether the priority is visibility, maximum barrier, machinability, or cost.
That is why a topic like nanotechnology should always be discussed alongside real structure design, not as an abstract idea. Buyers do not purchase “nano” by itself. They purchase a working laminate, pouch, lidding film, or roll stock specification.
For readers who want to connect advanced nano-level barrier concepts to real packaging materials, one useful direction is transparent high-barrier PET ALOx film. It is a practical example of how advanced barrier ideas are translated into actual food packaging structures.
2. Active Packaging Functions
Nanotechnology can also support active packaging design. Instead of simply acting as a passive barrier, the package can be designed to interact with its environment in a controlled way.
Examples may include oxygen management, moisture regulation, odor control, or antimicrobial support. The exact system depends on the product category, desired shelf life, storage conditions, and food-contact requirements.
This area is especially interesting for products that are sensitive to oxidation or microbial spoilage. However, active packaging must be approached carefully. It needs strong technical validation, regulatory review, and real shelf-life testing before commercial use.
For manufacturers and suppliers, active packaging is not only about adding functions. It is also about making sure those functions remain stable during conversion, filling, sealing, storage, and transport.
3. Intelligent and Monitoring Features
Some nano-enabled concepts are used in sensing and indication. These may help detect temperature exposure, gas changes, freshness status, or packaging integrity.
That does not mean every food pack needs a smart label. But for premium, sensitive, or high-value food categories, monitoring features can support better quality control and stronger consumer confidence.
Over time, this may become more relevant in cold-chain systems, premium exports, fresh proteins, and advanced ready-meal formats. In these applications, even small improvements in monitoring can make a meaningful difference in product consistency and traceability.
4. Mechanical Strength and Material Optimization
Another important application is structural improvement. Nano-engineered systems can sometimes help films achieve better stiffness, puncture resistance, surface durability, or dimensional stability.
This can be commercially useful because stronger performance may allow better downgauging in certain projects. If a manufacturer can reduce thickness while maintaining product protection and line performance, the result may be lower material consumption and better shipping efficiency.
Of course, downgauging should never be based on theory alone. It must be tested against sealing windows, drop resistance, transport conditions, and shelf-life requirements. A thinner structure only becomes valuable if it still performs well in real use.
5. Surface Functionality
Surface engineering is another area where nanoscale design matters. Food packaging may require anti-fog behavior, better print adhesion, improved slip balance, easier cleaning, or controlled tactile feel.
These details can sound minor, but they matter in real projects. A poor surface can create printing problems, sealing inconsistency, or weak shelf presentation. A better-designed surface can improve both manufacturing efficiency and market appearance.
For food packaging manufacturers, converters, and brand owners, these surface-level improvements often become the difference between a structure that works in theory and one that runs smoothly in production.
Which Food Categories Benefit Most
Not all food products need the same nano-enabled packaging solution. The best fit depends on what must be protected and how the product moves through the supply chain.
Dry foods such as coffee, tea, nuts, snacks, powdered products, and confectionery often need strong aroma retention and oxygen barrier. In these cases, advanced transparent barrier or high-barrier laminate design can be very valuable.
Fresh or chilled foods such as cheese, meat, deli items, and ready meals usually need stronger oxygen control and often a more demanding shelf-life strategy. For these applications, buyers frequently compare transparent barrier webs, EVOH-based co-extrusions, or more complex lidding and thermoforming systems.
Sauces, wet foods, and some convenience foods may also need stronger chemical resistance, sealing reliability, and, in some cases, hot-fill, boil, or retort compatibility. That means the choice of structure becomes even more important than the headline technology term.
For projects where freshness protection is a key concern, it is useful to understand how PE-EVOH-PE film for freshness protection works in actual food packaging. It is a strong example of how barrier engineering can be applied to real shelf-life needs.
At a broader level, buyers comparing material routes may also want to review different high barrier film options. That helps move the discussion from a general concept into an actual packaging specification.

How Nanotechnology Fits Real Packaging Structures
One of the biggest misunderstandings in this field is the idea that nanotechnology replaces all traditional packaging design rules. It does not.
In real manufacturing, nano-enabled performance is usually just one part of a complete packaging system. A project still needs the right outer web, the right barrier layer, the right sealant, the right print surface, and the right pack format.
For example, transparent high-barrier concepts may point buyers toward oxide-coated PET systems. Projects requiring stronger freshness protection may point toward EVOH-based co-extrusions. In other cases, PVDC-coated routes or foil-based laminates may still be the more practical answer.
That is why food brands, converters, and importers should avoid asking only one question: “Do you have nano packaging?” A better question is: “Which structure gives the barrier, appearance, sealing behavior, and shelf-life result my product actually needs?”
The most successful packaging projects come from matching performance targets with realistic manufacturing choices. Technology matters, but structure design, sealing behavior, process compatibility, and commercial feasibility matter just as much.
What Buyers Should Ask Before Choosing Nano-Enabled Food Packaging
This is where B2B content becomes especially useful. A technical article becomes much more valuable when it also helps procurement teams, brand owners, and converters prepare a better inquiry.
Before choosing a nano-enabled or advanced barrier food packaging structure, buyers should clarify the product itself. Is it dry, oily, acidic, wet, chilled, frozen, or ready to eat? What shelf life is required? Will the product be sold locally or exported over a long distance?
They should also define the pack format clearly. Is the package a pillow bag, stand-up pouch, thermoforming pack, tray lidding film, sachet, or roll stock for VFFS or HFFS? Does the project require transparency, easy peel, anti-fog, zipper, valve, or matte appearance?
Process conditions are equally important. Is the food packed at room temperature, hot-filled, vacuum-packed, MAP-packed, boiled, or retorted? What are the sealing conditions, machine speeds, and line requirements?
Compliance should be addressed early as well. Which market will the product be sold into? What food-contact documentation is required? Does the new structure need migration testing, barrier testing, or full shelf-life validation?
Finally, buyers should think about sustainability targets. Is the priority maximum barrier, clearer product visibility, downgauging, or better recyclability? Is a mono-material route possible, or is a multi-material high-barrier route still necessary?
When those questions are clearly answered, it becomes easier to discuss the project with a supplier or manufacturer. For that stage, it is natural to explore broader flexible packaging solutions for brands and converters and turn a technical idea into a workable packaging brief.

Benefits for Brands, Converters, and Food Packaging Buyers
For food brands, the biggest benefit is product protection. Better packaging performance can support more stable taste, appearance, aroma, and shelf life.
For converters, the value lies in differentiation and engineering flexibility. A more advanced material toolkit makes it easier to propose solutions that match different food categories and customer priorities.
For importers and distributors, stronger packaging can reduce risk during warehousing and transport. That matters even more in export business, where long transit times and climate variation can damage weak packaging systems.
For manufacturers and suppliers, nanotechnology opens the door to smarter design rather than simply thicker design. Instead of adding more material everywhere, the goal becomes to place functionality where it creates the most value.
This is one reason why advanced packaging discussions are increasingly commercial as well as technical. Better packaging does not only protect the product. It can also strengthen supply reliability, reduce complaints, and improve presentation in competitive markets.
Limitations and Commercial Cautions
Nanotechnology is not a magic answer to every packaging problem. Some projects do not need it. Others may benefit from it technically but fail commercially because the cost is too high for the product category.
There are also validation issues. A structure that looks impressive on paper still needs to run well on the actual packing line and perform well over the full intended shelf life.
Safety and compliance must also be treated seriously. Any food-contact packaging innovation must be reviewed against the intended market, structure design, migration profile, and finished-use conditions.
Recyclability is another important issue. Some advanced barrier solutions improve product protection but make the structure more complex. That can create a trade-off between performance and recycling compatibility.
For this reason, buyers should always look at the full packaging system rather than focusing on a single technology word. A good structure is not just advanced. It is balanced, manufacturable, compliant, and commercially realistic.
Nanotechnology and Sustainability
This is one of the most interesting parts of the conversation. On one hand, nanotechnology may help reduce total material usage by improving efficiency and enabling targeted downgauging.
On the other hand, high-performance packaging can sometimes become more structurally complex. That may improve shelf life and reduce food waste, but it can also complicate recycling depending on the material system and local recycling infrastructure.
So the sustainability discussion should be balanced. The best packaging is not simply the thinnest or the most complex. It is the structure that gives the right level of protection with the most realistic end-of-life pathway for the target market.
That is why some food projects may still need high-barrier multi-material systems, while others may be ready to move toward mono-material PE or PP routes. For projects where recyclability becomes a stronger priority, it is helpful to review recyclable pouches based on mono-material structures.
A sustainable packaging strategy should always consider both product protection and material recovery. In many cases, reducing food waste through better barrier is just as important as improving recyclability.

A Practical Roadmap for Working with a Manufacturer
If a food brand or converter wants to explore nano-enabled food packaging, the best approach is practical and step by step.
First, define the product risk clearly. List the main threats: oxygen, moisture, oil migration, aroma loss, light, puncture, temperature, or microbial sensitivity.
Second, define the pack format and filling process. A pouch, tray lidding film, thermoforming web, and flow-wrap roll do not behave in the same way.
Third, shortlist two or three realistic structures instead of chasing one perfect answer. In many cases, the best commercial result comes from comparing options side by side.
Fourth, request samples and trial materials. Then test sealing, machinability, product compatibility, barrier performance, and shelf life under real conditions.
Fifth, confirm scale-up readiness. A structure that works in small testing should also be checked for consistent supply, printing quality, lead time, and long-term manufacturing control.
For buyers using automatic packaging equipment, it also makes sense to connect this discussion with custom roll stock for VFFS, HFFS, and flow-wrap. Material innovation only creates value when the film also runs reliably on the packaging line.
FAQ: Applications of Nanotechnology in Food Packaging
1. What is nanotechnology in food packaging?
It refers to the use of nanoscale materials, coatings, structures, or functional systems to improve packaging performance, such as barrier, durability, active functions, or sensing capability.
2. Is nanotechnology already used in commercial food packaging?
Yes, in some forms. The most practical commercial uses are often found in advanced coatings, high-barrier systems, functional surfaces, and engineered multilayer structures rather than in dramatic visible “nano” features.
3. Does nanotechnology always mean nanoparticles touch the food directly?
No. In many commercial structures, the functional benefit may come from a coating, embedded layer, or outer or inner structural design rather than direct contact in a simple way.
4. Is nanotechnology the same as intelligent packaging?
No. Nanotechnology is a material and functional design approach. Intelligent packaging usually refers to indication, sensing, tracking, or communication features.
5. How does nanotechnology improve barrier?
It can reduce gas or moisture transmission by making the barrier path more difficult or by creating more effective functional surface layers.
6. Can nano-enabled packaging replace EVOH, ALOx, PVDC, or foil?
Not automatically. In real projects, these are not always competitors in a simple sense. Very often, nano-enabled design works together with existing barrier technologies rather than replacing them completely.
7. Which foods benefit most from nano-enabled packaging?
Coffee, snacks, dairy, cheese, meat, sauces, ready meals, and other products that need better protection against oxygen, moisture, aroma loss, or contamination risk are strong candidates.
8. Is nano-enabled food packaging safe?
It can be safe when properly designed, validated, and matched to food-contact requirements. Safety should never be assumed. It should be confirmed based on the actual structure and target market.
9. Will this type of packaging increase cost?
Sometimes yes, but the full calculation should include shelf-life gain, waste reduction, transport stability, downgauging potential, and brand value, not just film price per kilogram.
10. Can nanotechnology support recyclable packaging?
In some cases, yes. It may help improve performance at lower material use, but recyclability still depends on the total structure and the local recycling system.
11. What should I send a supplier when asking for a quotation?
You should send product type, target shelf life, current structure if any, pack format, dimensions, filling process, sealing conditions, barrier targets, annual volume, and target sales market.
12. Is roll stock or finished pouches better for advanced food packaging?
That depends on your equipment and purchasing model. Converters and automated packers often prefer roll stock, while some brands or smaller projects may prefer ready-made pouches.
13. How should a buyer compare different advanced packaging options?
Compare them on barrier, clarity, sealing window, machine performance, compliance, recyclability, cost, and shelf-life results rather than choosing only by one headline term.
14. Does every food project need nanotechnology?
No. Some products can be packed well with standard structures. The right decision depends on product risk, shelf-life target, route to market, and cost tolerance.
Conclusion
The applications of nanotechnology in food packaging are broad, but the real value is simple: better control over protection, performance, and packaging design.
For food brands, this can mean longer shelf life and stronger product quality. For converters, it can mean more precise structure design. For buyers and suppliers, it can mean a better match between material cost and packaging performance.
The most successful projects will not be the ones that use the most advanced term. They will be the ones that choose the right structure for the actual product, process, market, and sustainability goal.
In that sense, nanotechnology is not replacing packaging fundamentals. It is helping the industry refine them.






